Vibratory Feeder for Rivets: Head-First Orientation & Feeder Type Guide
Comprehensive guide to vibratory feeders for rivets. Compares vibratory bowl vs centrifugal feeders, covers head-first orientation tooling, and feed rate optimization for rivet feeding.
Key Challenges
Rivet Feeding Challenges in Automated Assembly
Rivets are widely used in aerospace, automotive, electronics, and construction assembly, but their unique geometry creates specific feeding challenges. The most common rivet types — solid rivets, semi-tubular rivets, and blind rivets — all share a characteristic head-to-shank asymmetry that must be oriented correctly before insertion. Most automated riveting processes require rivets to be delivered head-first into the rivet tool, making consistent head-first orientation the primary feeding objective.
Aluminum and copper rivets present an additional challenge due to their material softness. These soft-metal rivets are easily scratched, dented, or deformed by contact with hard tooling surfaces, which can compromise joint integrity and cosmetic appearance. The feeder must handle these delicate parts gently while still achieving reliable orientation and adequate feed rates.
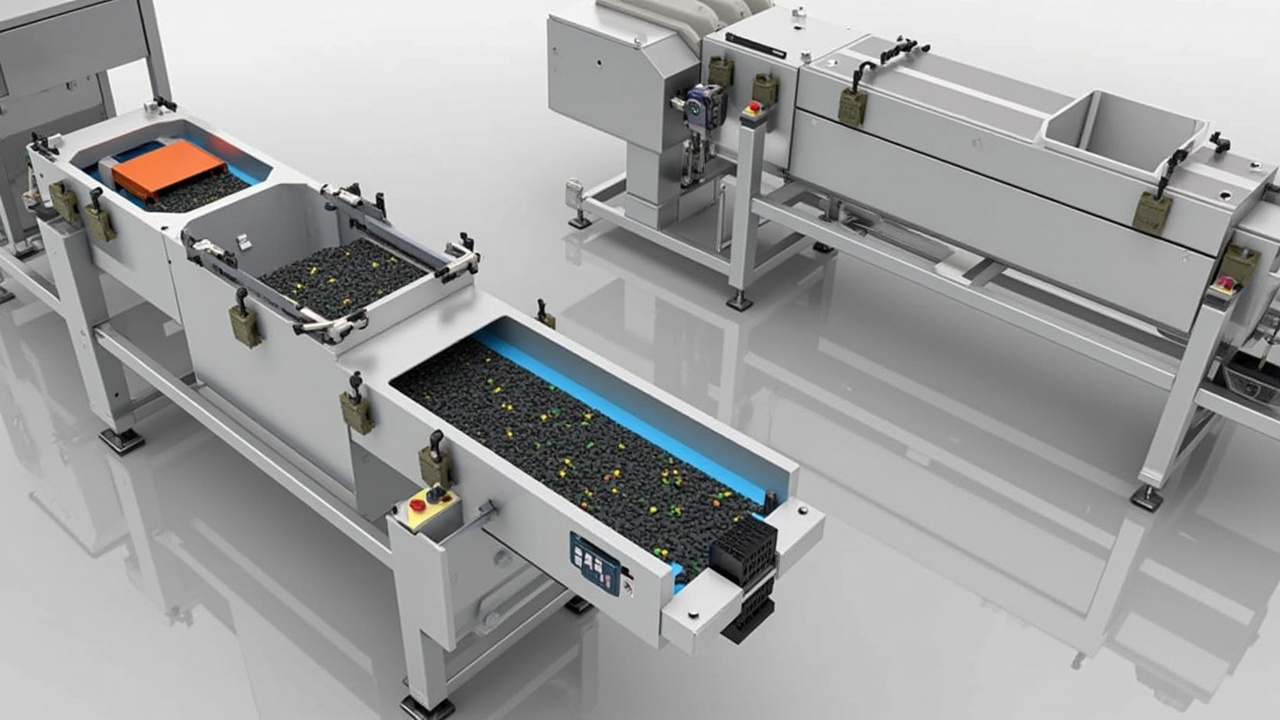
High-speed riveting operations in automotive and electronics assembly often demand feed rates of 60–120 rivets per minute, pushing the limits of what vibratory bowl feeders can achieve. This has led many manufacturers to consider centrifugal feeders as an alternative technology for rivet feeding applications.
Head-First Orientation Tooling
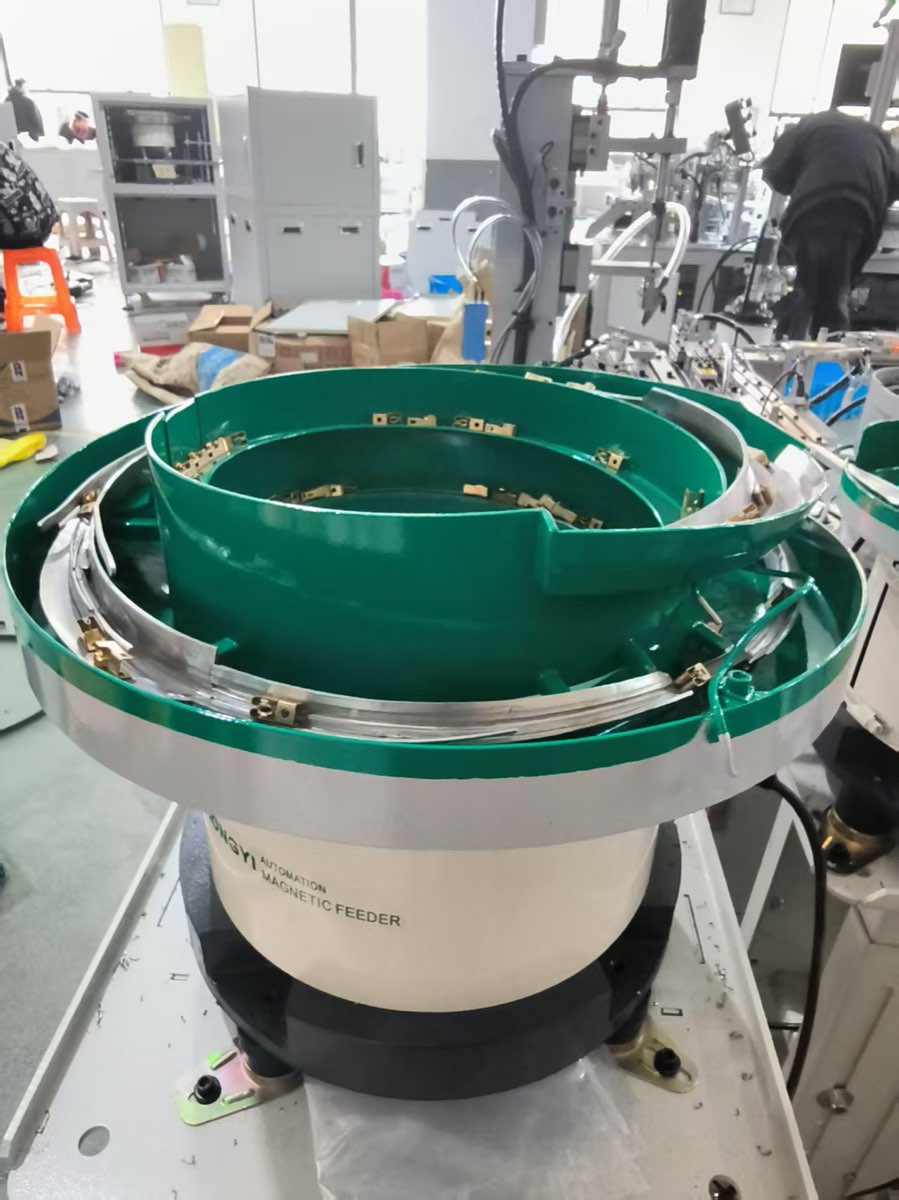
Achieving consistent head-first rivet orientation requires tooling that exploits the diameter difference between the rivet head and the shank. The most common approach uses a graduated track profile:
- Wiper blade — A curved blade that knocks rivets off the track if they are standing on end, ensuring all rivets are lying flat before entering the orientation zone.
- Diameter selector gap — A narrow section of track where the track width is slightly larger than the shank diameter but smaller than the head diameter. Rivets traveling shank-first pass through the gap, while head-first rivets are caught by the wider head and redirected.
- Tapered track section — The track gradually narrows from a width that accommodates the head to one that only fits the shank. This transition naturally orients rivets shank-first along the track centerline.
- Exit orientation flip — If the process requires head-first delivery but the track orients shank-first, a flip mechanism at the output rotates each rivet 180°. This is common for rivets with very similar head and shank diameters.
For semi-tubular rivets, the hollow shank end provides an additional orientation cue. An air jet directed into the shank end produces back-pressure, while the same jet directed at the solid head end does not. This pressure differential can be used as a verification check at the output.
Centrifugal vs Vibratory Feeder for Rivets
Both centrifugal and vibratory bowl feeders are used for rivet feeding, and each has distinct advantages. Understanding the trade-offs helps you select the right technology for your application:
| Parameter | Vibratory Bowl Feeder | Centrifugal Feeder |
|---|---|---|
| Feed rate | 40–120 ppm | 100–300+ ppm |
| Orientation accuracy | 99.5%+ | 98–99% |
| Part gentleness | Excellent (with coating) | Good (speed-dependent) |
| Multiple rivet types | Single type (fixed tooling) | Multiple types (adjustable) |
| Noise level | 65–80 dB(A) | 60–70 dB(A) |
| Maintenance | Low | Medium (rotating parts) |
| Cost | $800–$5,000 | $2,000–$8,000 |
| Best for | Precision orientation, delicate rivets | High-speed, multi-type feeding |
Choosing the Right Feeder for Your Rivets
For most rivet feeding applications, a vibratory bowl feeder is the recommended starting point. It provides the highest orientation accuracy, the gentlest part handling, and the lowest cost. Choose a centrifugal feeder when your application demands feed rates above 120 ppm, when you need to feed multiple rivet types on the same system, or when rivet geometry is simple enough that centrifugal orientation achieves adequate accuracy.
For aluminum and copper rivets, a vibratory bowl with brush (flock) lining is strongly recommended. The soft, fibrous surface prevents scratching and denting while maintaining sufficient friction for reliable part transport. PU coating is suitable for steel and stainless steel rivets where surface protection is less critical but noise reduction is desired.
Rivet Feeder Specifications
| Rivet Type | Size Range | Recommended Feeder | Feed Rate |
|---|---|---|---|
| Solid rivets | 2–6mm dia. | 200–300mm bowl | 60–120 ppm |
| Semi-tubular rivets | 2–8mm dia. | 200–350mm bowl | 80–150 ppm |
| Blind rivets | 3–6mm dia. | 250–400mm bowl | 40–80 ppm |
| Drive rivets | 3–8mm dia. | Centrifugal feeder | 100–200 ppm |
Why Choose Huben for Rivet Feeding Systems
Huben Automation manufactures both vibratory bowl and centrifugal feeders for rivet applications, giving you unbiased recommendations based on your specific requirements. With 20+ years of experience serving aerospace, automotive, and electronics manufacturers, we deliver proven solutions at factory-direct prices. Our ISO 9001 certified process and comprehensive runoff testing guarantee performance specifications. Save 40–60% compared to Western suppliers without compromising quality.
Need a rivet feeding system? Contact our engineering team for a free consultation and feeder type recommendation.
Recommended Products
Ready to Automate Your Production?
Get a free consultation and detailed quote within 12 hours from our engineering team.