Máy cấp phễu rung cho terminal: Hướng dẫn định hướng đầu ép & phễu nylon
Hướng dẫn thực tế về máy cấp phễu rung cho terminal. Bao gồm định hướng đầu ép, lợi ích phễu nylon, cân nhắc ESD và tối ưu tốc độ cấp cho terminal dây điện.
Thách thức chính
Thách thức cấp terminal trong sản xuất dây dẫn
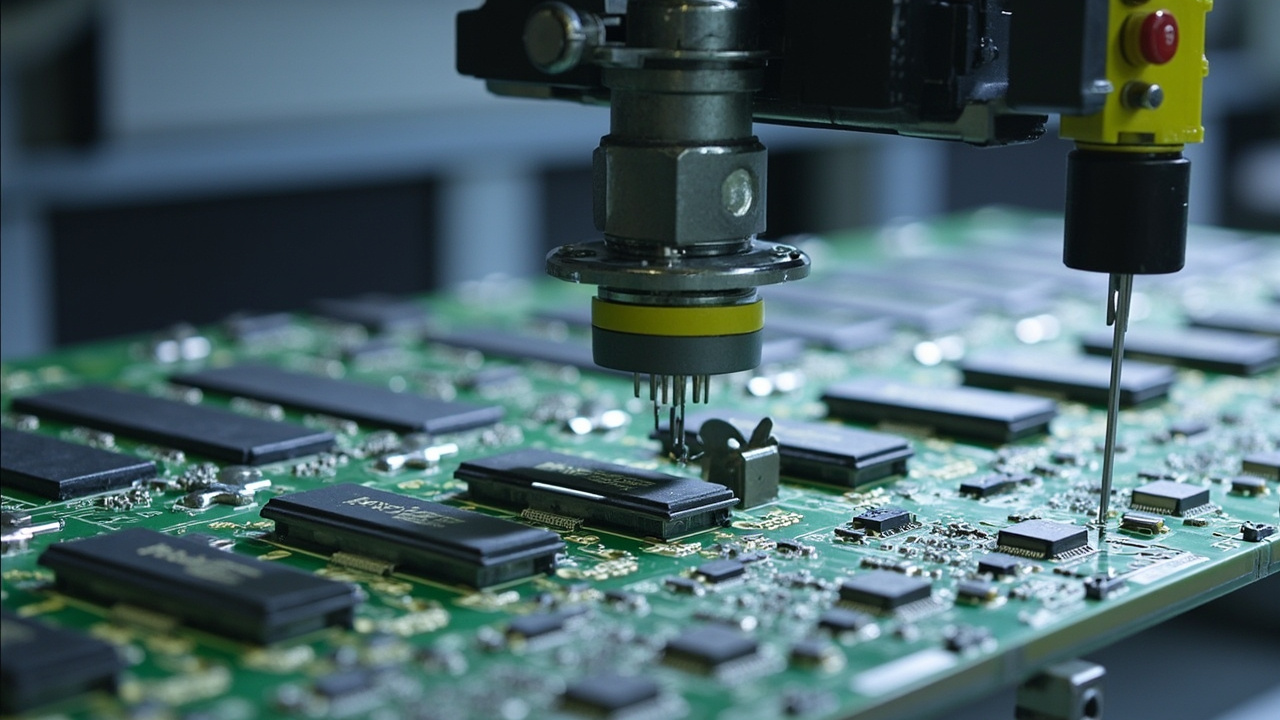
Terminal dây điện là linh kiện kim loại dập chính xác nhỏ, được sử dụng trong lắp ráp dây dẫn và cáp. Hình học bất đối xứng — với ống ép ở một đầu và tiếp xúc hoặc ngạnh ở đầu kia — yêu cầu định hướng nhất quán cho quy trình ép và chèn tự động. Hầu hết ứng dụng cấp terminal yêu cầu terminal được giao đầu ép trước, với ống mở hướng về phía dụng cụ ép. Đạt định hướng này đáng tin cậy ở tốc độ 100–200 terminal mỗi phút là thách thức cốt lõi của cấp terminal.
Mạ thiếc và vàng trên bề mặt tiếp xúc terminal phải được bảo quản trong quá trình cấp. Mạ bị trầy hoặc hư hỏng tăng điện trở tiếp xúc và có thể gây kết nối điện gián đoạn trong sản phẩm cuối. Lớp mạ mỏng (thường 1–5μm cho thiếc, 0.1–0.8μm cho vàng) cung cấp ít bảo vệ chống mài mòn từ bề mặt dụng cụ cứng, khiến chọn vật liệu phễu trở nên quan trọng.
Kích thước nhỏ của hầu hết terminal (chiều dài tổng thể 3–15mm) và khối lượng sản xuất lớn khiến tốc độ cấp trở thành chỉ số hiệu suất chính. Hệ thống cấp terminal phải cân bằng độ chính xác định hướng với thông lượng, vì ngay cả gián đoạn cấp ngắn cũng có thể làm thiếu máy ép downstream và dừng toàn bộ dây chuyền xử lý dây.
Định hướng bằng phát hiện đầu ép
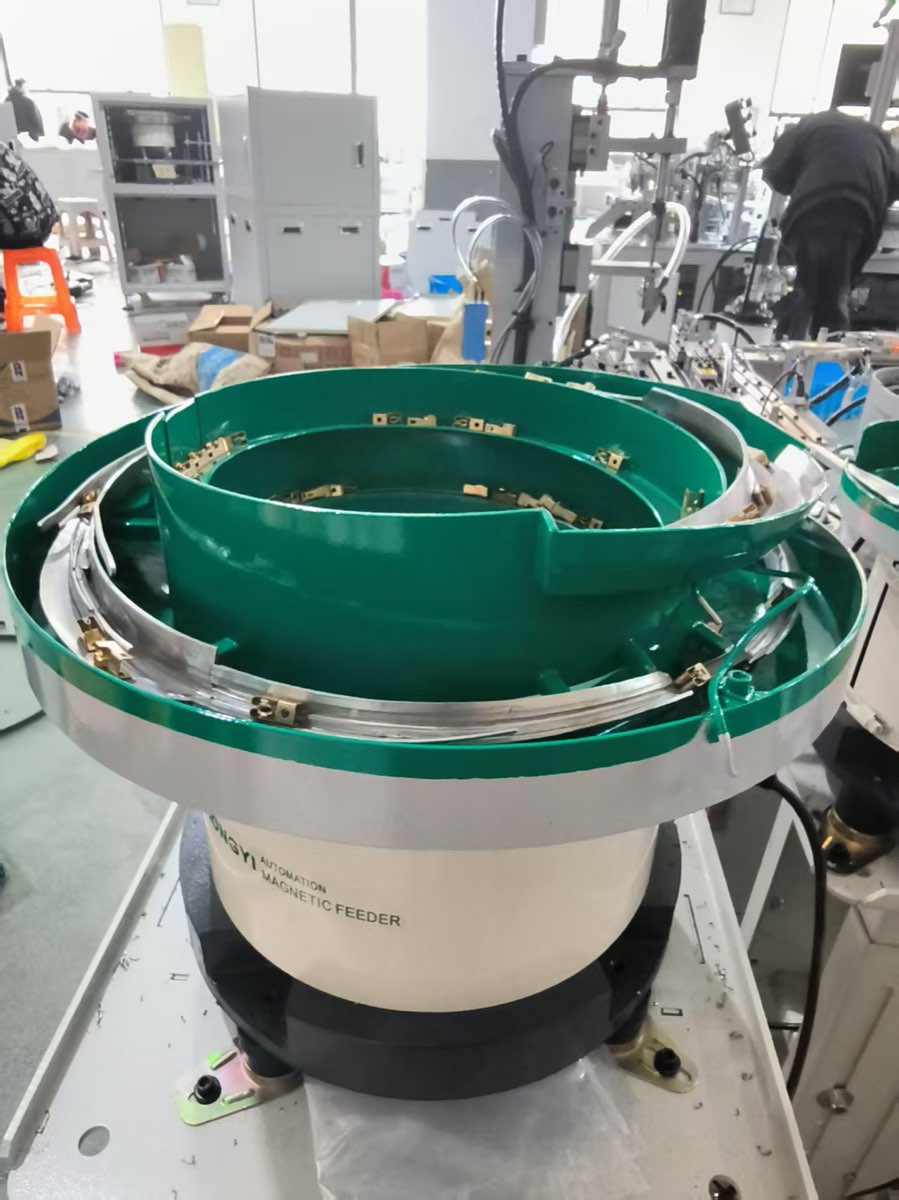
Định hướng terminal dựa vào sự khác biệt hình học giữa đầu ống ép và đầu tiếp xúc. Một số cách tiếp cận dụng cụ được sử dụng:
- Bộ chọn chiều rộng — Ống ép thường rộng hơn ngạnh tiếp xúc. Phần rãnh thu hẹp cho phép đầu tiếp xúc hẹp đi qua trong khi đầu ép rộng bị bắt và chuyển hướng. Đây là phương pháp đơn giản và đáng tin cậy nhất cho terminal có khác biệt chiều rộng đáng kể.
- Bộ chọn chiều cao — Ống ép mở cao hơn đầu tiếp xúc. Rãnh có trần giới hạn cho phép đầu tiếp xúc thấp đi qua trong khi đầu ép cao bị chặn.
- Cánh gạt — Cánh cong đánh terminal đang đứng hoặc nghiêng, đảm bảo tất cả nằm ngang trước khi vào vùng định hướng.
- Hệ thống thị giác — Camera nhận diện đầu ép so với đầu dây, dẫn hướng robot nhặt chính xác.
Sản phẩm được đề xuất
Sẵn sàng tự động hóa sản xuất của bạn?
Nhận tư vấn miễn phí và báo giá chi tiết trong vòng 12 giờ từ đội ngũ kỹ thuật của chúng tôi.