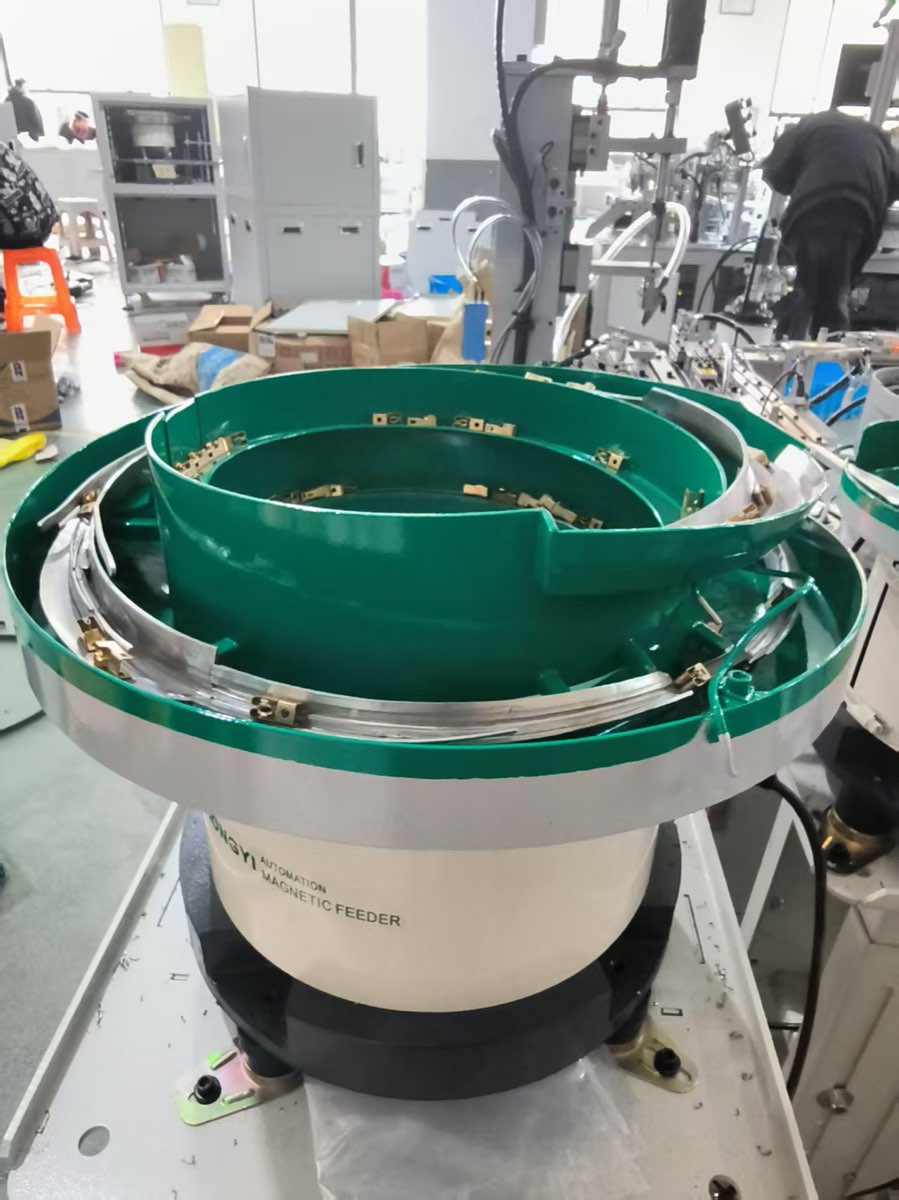
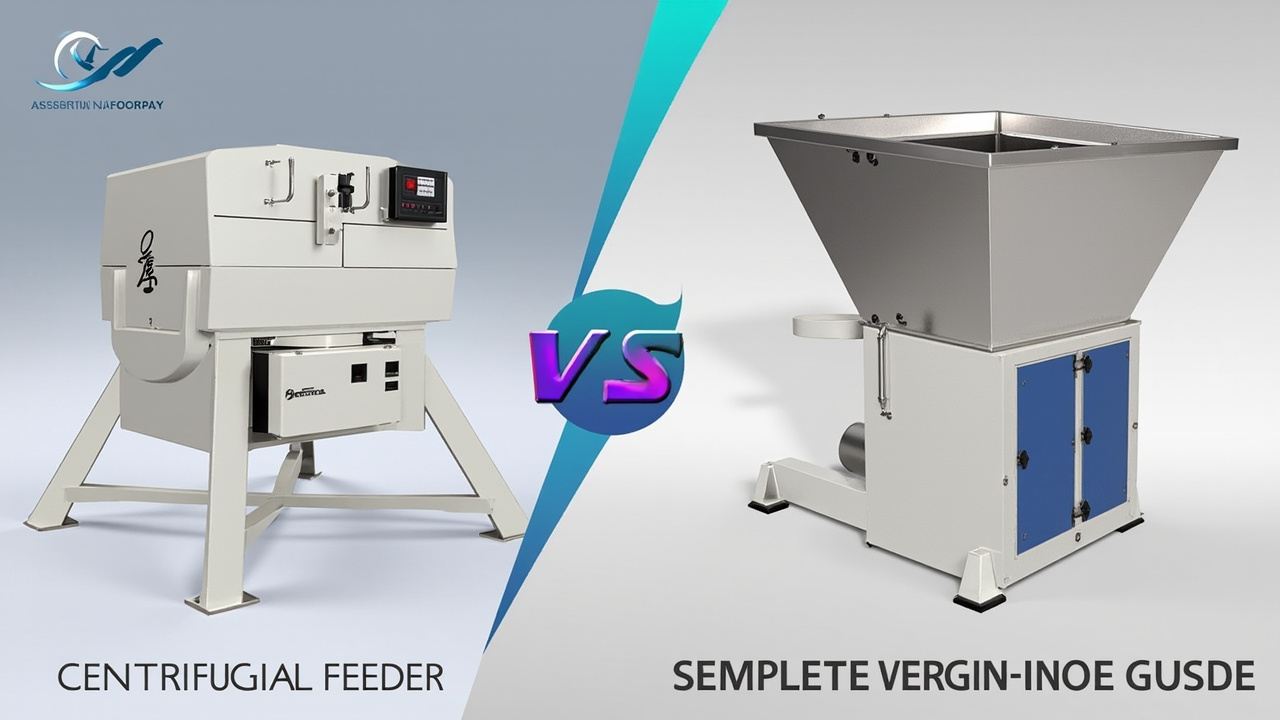
패스너추천: 진동볼피더 또는 원심 피더
리벳용 진동피더: 헤드 우선 방향 정렬 및 피더 유형 가이드
리벳용 진동피더 종합 가이드. 진동볼피더 vs 원심 피더 비교, 헤드 우선 방향 정렬 금형 및 리벳 공급 속도 최적화를 다룹니다.
주요 과제
헤드 우선 방향 정렬 일관성
샹크 길이 편차
소재 연성(알루미늄 리벳)
고속 공급 요구사항
자동화 조립에서 리벳 공급 과제
리벳은 항공우주, 자동차, 전자 및 건설 조립에 널리 사용되지만, 고유한 형상이 특정 공급 과제를 만듭니다. 가장 일반적인 리벳 유형 — 솔리드 리벳, 반중공 리벳 및 블라인드 리벳 — 은 모두 삽입 전에 올바르게 방향 정렬되어야 하는 특징적인 헤드-샹크 비대칭을 공유합니다. 대부분의 자동화 리베팅 공정은 리벳이 헤드 우선으로 리벳 도구에 공급되기를 요구하여 일관된 헤드 우선 방향 정렬이 주요 공급 목표가 됩니다.
알루미늄 및 구리 리벳은 소재의 연성으로 인해 추가적인 과제를 제시합니다. 이러한 연질 금속 리벳은 단단한 금형 표면과의 접촉으로 쉽게 긁히거나 찌그러지거나 변형될 수 있어 조인트 무결성과 외관을 손상시킬 수 있습니다. 피더는 이러한 정밀 부품을 부드럽게 다루면서도 신뢰성 있는 방향 정렬과 적절한 공급 속도를 달성해야 합니다.
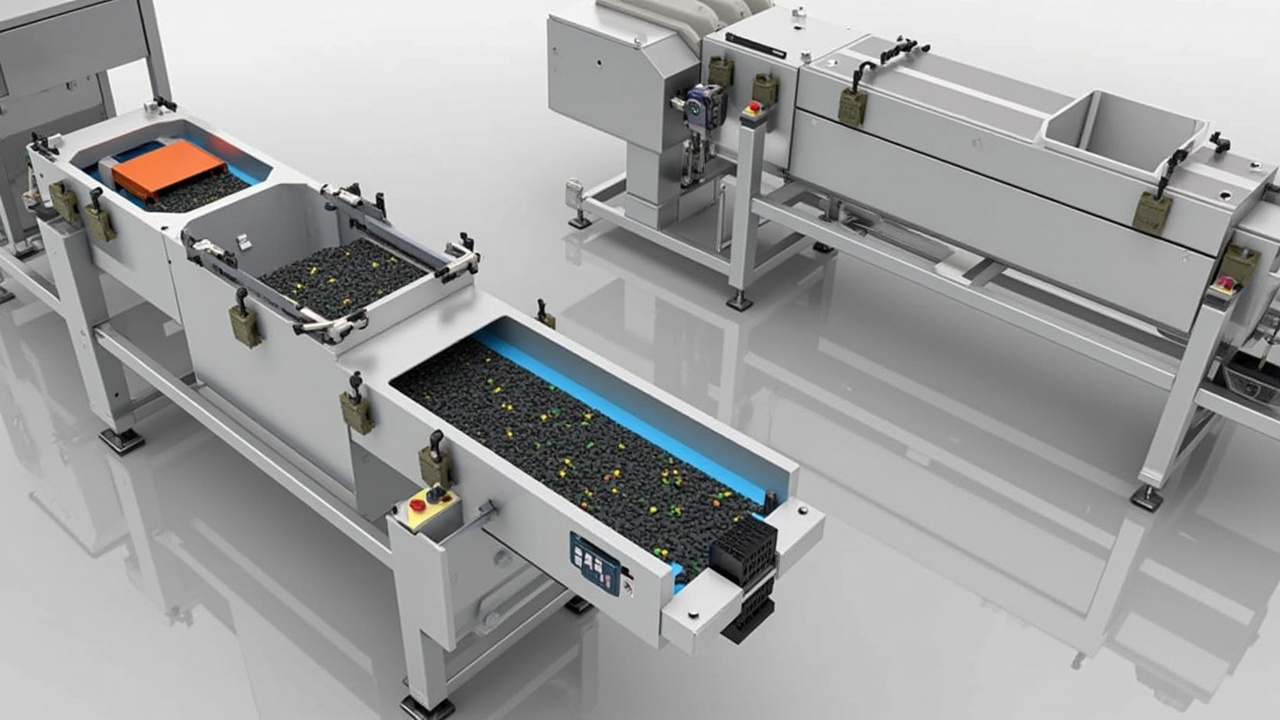
자동차 및 전자 조립의 고속 리베팅 작업은 종종 분당 60-120개의 리벳 공급 속도를 요구하여 진동볼피더가 달성할 수 있는 한계를 밀어붙입니다. 이로 인해 많은 제조업체가 리벳 공급 애플리케이션의 대체 기술로 원심 피더를 고려하게 됩니다.
헤드 우선 방향 정렬 금형
일관된 헤드 우선 리벳 방향 정렬을 달성하려면 리벳 헤드와 샹크 간의 직경 차이를 활용하는 금형이 필요합니다. 가장 일반적인 접근법은 단계적 트랙 프로파일을 사용합니다:
- 와이퍼 블레이드 — 리벳이 서 있는 경우 트랙에서 떨어뜨리는 곡선 블레이드.
- 직경 셀렉터 갭 — 트랙 폭이 샹크 직경보다 약간 크고 헤드 직경보다 작은 좁은 구간. 샹크가 먼저 오는 리벳은 통과하고 헤드가 먼저 오는 리벳은 걸립니다.
- 방향 전환 슈트 — 걸린 리벳을 안내하여 올바른 방향으로 재진입시키는 슈트.