Vibratory Feeder for Stamped Parts: Oil Handling, PU Coating & Large Bowl Guide
Comprehensive guide to vibratory feeders for stamped parts. Covers oil residue handling, complex geometry orientation, PU coating for noise reduction, and large bowl sizing for stamped parts.
Key Challenges
Stamped Part Feeding Challenges in Automotive & Metal Manufacturing
Metal stamped parts present a unique combination of feeding challenges that set them apart from fasteners, electronic components, and other commonly fed part types. The stamping process leaves residual drawing oil, lubricant, and metal fines on part surfaces, creating a slippery, contaminated feeding environment that degrades tooling performance and requires frequent cleaning. Parts fresh from the stamping die may also have sharp edges, burrs, and flash that can damage feeder surfaces and create safety hazards for operators handling the equipment.
Complex geometry is the second defining challenge. Stamped parts often have irregular shapes — brackets, clips, housings, contacts, and structural components — that do not lend themselves to simple mechanical orientation. Unlike screws with their head-shank asymmetry or washers with their simple flat profile, stamped parts may have bends, flanges, tabs, and cutouts that create multiple stable resting positions, only one of which is correct for the downstream process.
Noise is a third significant concern. Metal stamped parts vibrating against bare stainless steel bowls generate noise levels of 80–95 dB(A), well above occupational exposure limits in most jurisdictions. Without noise mitigation, operators must wear hearing protection, and the feeder may violate workplace noise regulations. This makes bowl coating selection not just a performance consideration but a regulatory compliance issue.
Oil Residue Handling in Stamped Part Feeders
Stamping oil and lubricant residue affects feeder performance in several ways: it reduces friction between parts and the track surface, causing parts to slide rather than vibrate forward; it causes parts to stick together, preventing separation; and it accumulates on tooling surfaces, altering clearances and eventually causing jams. Effective oil management strategies include:
- Teflon (PTFE) bowl coating — The ultra-low friction surface of Teflon prevents oil from creating a sticky film on the track. Oily parts slide freely on Teflon-coated surfaces, maintaining consistent feed rates even as oil accumulates. Teflon is also easy to clean — a wipe with IPA or degreaser restores the surface.
- Oil drainage channels — Small channels machined into the track surface allow oil to drain away from the part contact area, preventing oil pooling that causes parts to stick. These channels are particularly effective for heavily oiled parts from progressive die operations.
- Pre-cleaning hopper — A vibratory hopper with a perforated bottom allows excess oil to drain from parts before they enter the bowl feeder. This reduces the oil load entering the bowl and extends the interval between bowl cleaning cycles.
- Scheduled cleaning protocol — Establishing a regular cleaning schedule based on oil accumulation rate prevents performance degradation. For heavily oiled parts, cleaning may be required every 4–8 hours of operation.
Complex Geometry Orientation for Stamped Parts
Orienting irregular stamped parts requires creative tooling solutions that exploit the specific geometric features of each part. Common orientation strategies include:
- Feature-based selection — Tooling elements that interact with specific part features (tabs, holes, bends) to distinguish between orientations. A pin that fits through a hole in one orientation but not another, or a shelf that catches a bent flange, provides reliable mechanical selection.
- Center-of-gravity bias — Stamped parts with asymmetric mass distribution can be oriented using tilted track sections that exploit the center-of-gravity offset. The part naturally rotates to its lowest-energy position, which corresponds to the desired orientation.
- Vision-guided flexible feeding — For parts with very complex geometries or for lines that handle multiple stamped part types, vision-guided flexible feeders eliminate the need for mechanical orientation tooling entirely. The vision system identifies the part and its orientation, and a robot picks it correctly regardless of how it lies on the platform.
- Multi-stage orientation — Complex parts may require 3–5 sequential tooling stages, each eliminating one or more incorrect orientations. While this increases tooling cost and bowl size, it achieves the high orientation accuracy required for automated assembly.
PU Coating for Noise Reduction
Polyurethane (PU) coating is the most effective noise reduction measure for stamped part feeders, and it is standard practice for any metal-part feeding application:
| Surface Type | Typical Noise Level | Noise Reduction | Additional Benefits |
|---|---|---|---|
| Bare stainless steel | 85–95 dB(A) | Baseline | Maximum durability |
| PU coated (1.5mm) | 70–80 dB(A) | 10–15 dB(A) reduction | Part protection, extended bowl life |
| PU coated (3mm) | 65–75 dB(A) | 15–20 dB(A) reduction | Maximum noise reduction, best part protection |
| PU + sound enclosure | 55–65 dB(A) | 25–30 dB(A) reduction | Compliance with strictest noise regulations |
PU coating also protects stamped parts from surface damage during feeding. The resilient polyurethane surface absorbs impact energy that would otherwise dent or scratch part surfaces. For visible or cosmetic stamped parts (automotive trim, appliance panels), PU coating is essential to maintain surface quality.
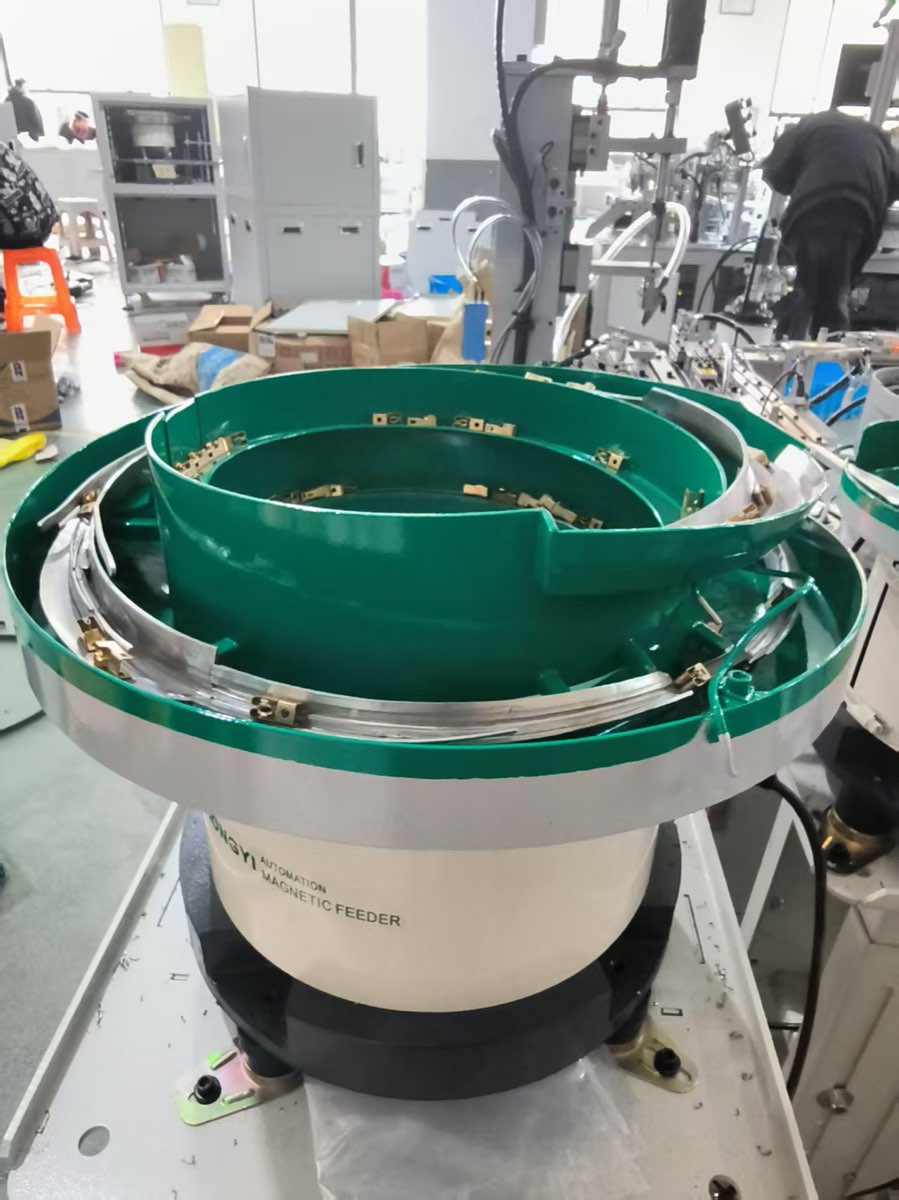
Large Bowl Requirements for Stamped Parts
Stamped parts are often larger and heavier than fasteners or electronic components, requiring bowl diameters of 350–800mm or more. Large bowls present specific design considerations:
- Heavy-duty drive units — Large bowls with heavy parts require more powerful electromagnetic drives. Huben's 500–800mm bowls use dual-coil drives rated at 300–800W to maintain adequate vibration amplitude with full part loads.
- Reinforced bowl construction — Bowl wall thickness must be increased to 2–3mm SUS304 for large diameters to prevent flexing and resonance that degrade feed performance.
- Multiple track lanes — Large bowls can accommodate 2–4 parallel track lanes, each with independent tooling, to increase feed rate for parts that are too large for single-lane high-speed feeding.
- Integrated hopper elevation — For large, heavy stamped parts, an integrated hopper elevator is essential to avoid the ergonomic and safety issues of manually loading parts into a large bowl.
Why Choose Huben for Stamped Part Feeding Systems
Huben Automation has extensive experience designing large-bowl feeding systems for automotive and metal stamping manufacturers. Our PU-coated bowls deliver proven noise reduction and part protection, and our oil-management designs maintain consistent performance even with heavily oiled parts. With 20+ years of experience, ISO 9001 certification, and factory-direct pricing that saves 40–60%, Huben is the cost-effective choice for stamped part feeding solutions.
Need a large-bowl feeder for stamped parts? Contact our engineering team for a free consultation and bowl sizing recommendation.
Recommended Products

Ready to Automate Your Production?
Get a free consultation and detailed quote within 12 hours from our engineering team.
Related Articles
Automotive Parts Feeding Solutions: Vibratory Feeders for Auto Manufacturing
11 min read
Vibratory Bowl Feeder Materials Guide: Stainless Steel, Aluminum & Nylon Compared
10 min read