Gasket Feeding System Guide 2026
Gasket feeding becomes a shape-control problem as much as a rate problem
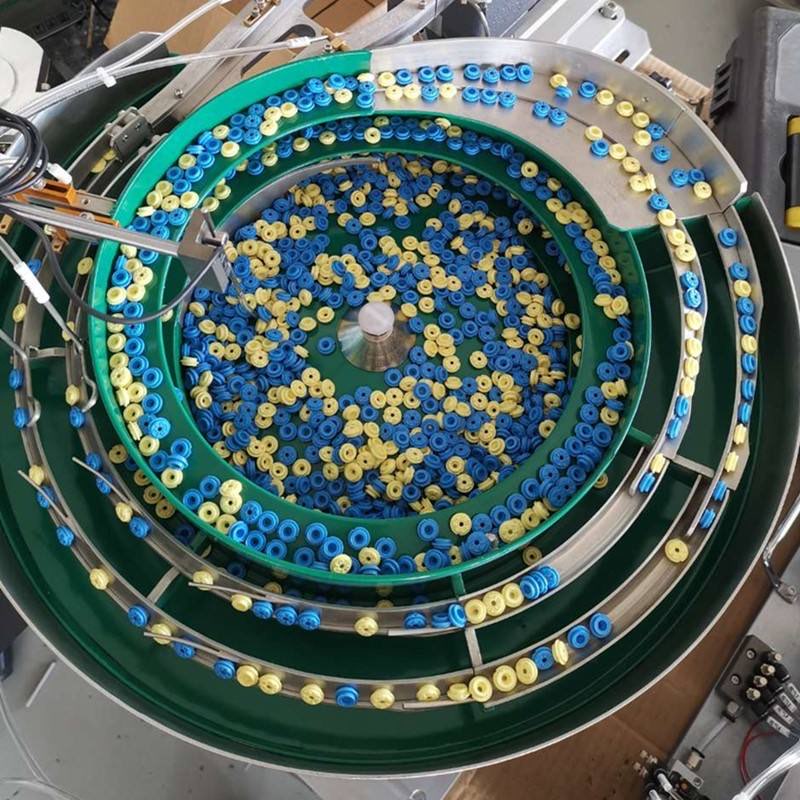
Gaskets are easy to underestimate because they are light and usually simple in outline. In production they stick together, deform under pile pressure, and overlap quietly enough to pass through a weak separator. That makes gasket feeding closer to a quality-control job than a simple conveyance task.
The right feeder has to preserve shape, break overlap, and release one clean part at a time. This article works beside our O-ring feeding guide and rubber parts guide.
What usually goes wrong with gasket feeders
The first issue is sticking. Soft or lightly oiled gaskets can cling to each other in a way that a simple presence sensor cannot catch. The parts may travel as a pair long enough to create a quiet but serious defect.
The second issue is shape distortion. Thin gaskets can curl, tilt, or sit partly folded if the bowl is too crowded or the transition geometry is too sharp.
The third issue is final placement. Even if the feeder isolates one gasket correctly, the part can still drift or rotate at the last step if the exit is not calm.
| Case | Main risk | Design focus | What to verify |
|---|---|---|---|
| Thin flat gasket | Overlap | Multi-stage separation | Double-feed risk |
| Large soft gasket | Shape distortion | Gentle support surfaces | Part flatness at exit |
| Oiled sealing ring | Sticking | Surface review and cleaning plan | Long-run stability |
| Precision placement gasket | Rotation at handoff | Calm escapement and nest | Station-ready orientation |
Choosing the feeder approach for gaskets
A bowl feeder can still work well for one gasket family if the separation path is strong and the exit is controlled. The mistake is assuming a flat part will behave like a washer just because the silhouette looks similar.
When the gasket is very soft or cosmetically sensitive, tray or vacuum-assisted presentation may deserve a closer look. The rate may be lower, but the final stability can be far better.
For mixed gasket families, a modular discharge and verification zone often gives more value than a heroic bowl design that tries to cover every variant at once.
Rules that improve gasket-feeder performance
- Assume overlap is the primary defect. Design around that, then tune for speed.
- Protect part shape in the queue. Pile pressure changes soft parts faster than many teams expect.
- Keep the exit calm. Flat soft parts lose stability in the final handoff.
- Use real quality criteria during runoff. One wrong gasket can be expensive later.
The gasket feeder that wins on the floor is usually the one that looks slightly conservative in the demo.
How to validate a gasket feeding system
Count clean single-part deliveries, not just total parts moved. That keeps the defect mode visible instead of hiding it inside a high throughput number.
Inspect flatness, overlap escapes, and final placement separately. These failures have different causes and need different fixes.
If the next station seals, glues, or clamps the gasket, run with that real interface present. The line cares about usable presentation, not feeder output by itself.
Buyer checklist before requesting a quote
- Send production-condition gaskets. Material, oil, and packaging state matter.
- Describe whether overlap can be rejected or must be prevented entirely.
- State any flatness or cosmetic requirement.
- Share the next station and placement tolerance. That determines how strict the final handoff must be.
Huben Automation reviews gasket-feeding projects around overlap control, shape preservation, and usable station presentation. If you want help checking a gasket application, send us the gasket data and process details.
Ready to Automate Your Production?
Get a free consultation and detailed quote within 12 hours from our engineering team.


