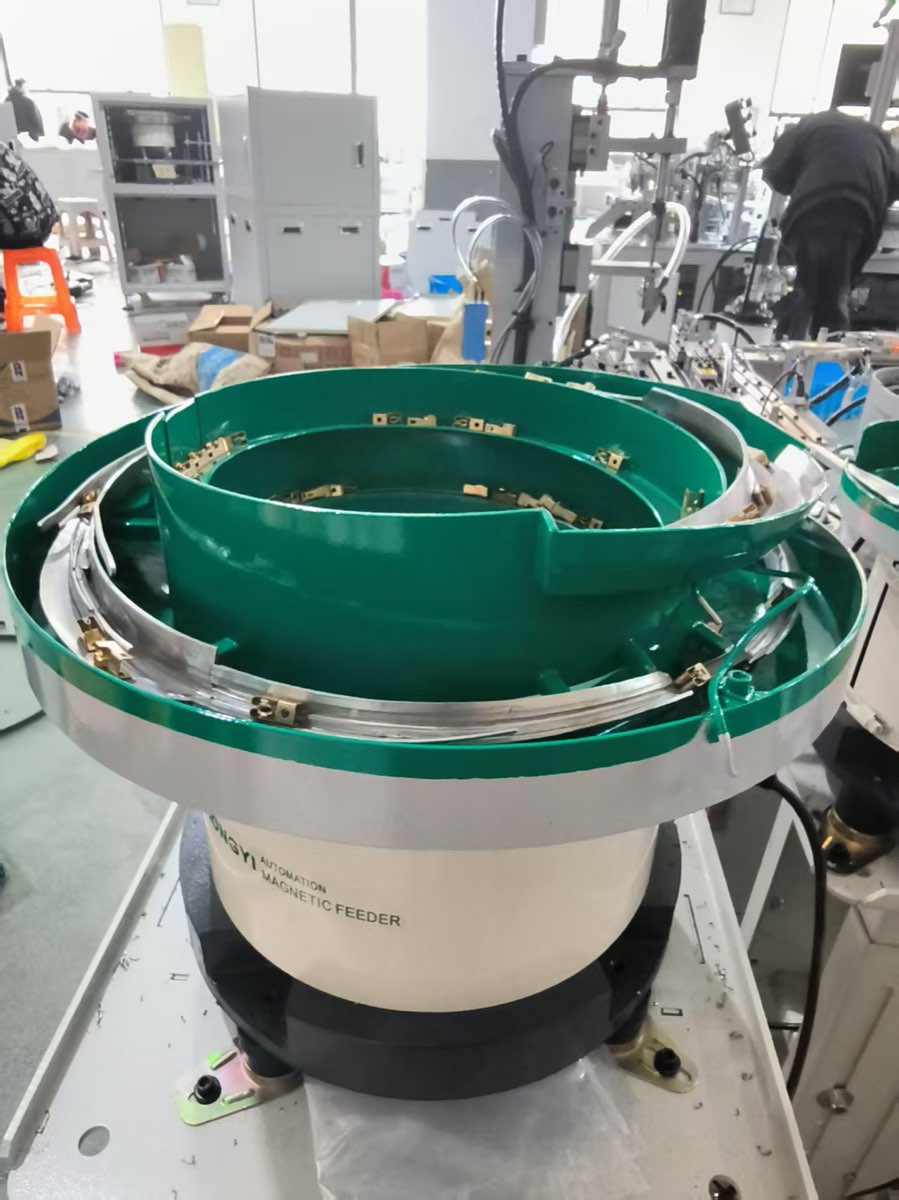
螺栓振动盘送料机:定向、选向机构与料盘设计指南
螺栓振动盘送料机完整指南。涵盖六角头定向、阶梯料盘设计、中心柱选向器、尺寸分选及螺栓供料速率优化。
核心挑战
自动化生产中的螺栓供料挑战
螺栓的供料挑战有别于螺丝等小型紧固件。其更大的质量需要更强的振动驱动,六角头部需要精确的定向选向机构,制造过程中残留的油污表面造成处理困难。在汽车和重型设备装配中,螺栓通常以高速率供料至自动拧紧工位,使可靠供料成为关键生产要求。
首要挑战是实现一致的六角头定向。大多数自动螺栓拧紧系统要求螺栓以头部朝上、螺纹朝下的方式输送。六角头几何形状虽然有利于拧紧,但在平面轨道上会产生六个可能的稳定放置位置,其中只有一个是正确的。这需要多级定向选向机构,逐步缩小定向可能性,直到螺栓以期望位置输出。
尺寸分选是螺栓供料中的另一个常见需求。生产线通常处理多种螺栓长度或直径,不同尺寸之间的混入会导致装配错误。振动盘可以在轨道上设置机械测量工位,将超出规定尺寸范围的螺栓剔除,确保只有正确尺寸的紧固件到达出料口。
六角头定向技术
六角头螺栓定向需要机械选向机构与气动辅助相结合。最有效的方法是采用多级选向的渐进式定向策略:
- 刮板阶段 — 弧形刮板横扫轨道,将竖立或倾斜角度过大的螺栓推倒,确保所有螺栓在进入定向区前平躺在轨道上。
- 头部宽度选向器 — 窄间隙或通道允许螺栓杆部(螺纹)通过但阻挡较宽的六角头。头部朝前到达的螺栓被弹回料盘。
- 中心柱定向器 — 轨道中央的凸起柱或导轨,嵌入六角头对边之间。头部朝上运行的螺栓被中心柱稳定导向,而方向错误的螺栓失去稳定性从轨道上掉落。
- 气吹验证 — 出口处安装的最终气嘴将任何剩余方向错误的螺栓吹回料盘,提供最后的质量检查。
螺栓阶梯料盘设计
对于长度超过30mm或重量超过15克的螺栓,阶梯料盘设计通常比标准螺旋料盘更受青睐。在阶梯料盘中,轨道以阶梯式下降而非连续螺旋。这种设计为螺栓供料提供了多项优势:阶梯过渡有助于分离缠绕的螺栓,较短的独立轨道段减少了移动重型螺栓所需的振动能量,多层结构在紧凑的料盘直径内提供更多的选向工位。
阶梯料盘通常采用SUS304不锈钢制造,壁厚不低于2mm以承受重型螺栓的冲击力。层间阶高通常为15-25mm,每层提供1-2个选向工位。400mm阶梯料盘配合4层结构可容纳长度不超过80mm的螺栓,供料速率为40-80 ppm。
螺栓定向的中心柱选向器
中心柱选向器是六角头螺栓定向最可靠的选向元件。它由沿轨道中央延伸的凸起导轨组成,高度嵌入六角头对边之间。当螺栓头部朝上沿轨道运行时,中心柱与六角头配合并稳定导向前进。当螺栓螺纹朝前运行时,杆部错过中心柱,螺栓失去稳定性从轨道上掉回料盘。
中心柱的高度和宽度必须与螺栓六角头尺寸精确匹配。对于公制螺栓,对边宽度尺寸决定中心柱间隙。柱高应约为头部高度的60-70%,以提供足够的导向而不造成卡料。正确调整后,中心柱选向器对标准六角头螺栓可实现99.5%以上的定向精度。
螺栓振动盘的尺寸分选
当生产线处理多种螺栓尺寸时,振动盘必须专用于一种尺寸或配备分选机构。机械分选方案包括宽度规(窄轨道段剔除超大螺栓)、长度规(落料孔截留短螺栓而允许正确长度螺栓通过)以及使用传感器检测尺寸并将错误螺栓吹离轨道的气吹分选器。对于频繁更换螺栓尺寸的产线,带视觉引导的柔性振动盘可能比固定选向机构的专用料盘更实用。
螺栓振动盘规格
| 螺栓规格 | 推荐料盘 | 供料速率 | 料盘涂层 |
|---|---|---|---|
| M4–M6, 10–25mm | 300mm螺旋 | 60–120 ppm | PU |
| M6–M10, 20–50mm | 400mm阶梯 | 40–80 ppm | PU |
| M10–M16, 30–80mm | 500mm阶梯 | 20–60 ppm | PU或特氟龙 |
| M16–M24, 50–120mm | 600–800mm阶梯 | 10–30 ppm | 特氟龙 |
为什么选择沪犇螺栓供料系统
沪犇自动化已为30多个国家的汽车制造商提供螺栓供料系统。我们的阶梯料盘设计在大批量生产环境中经过验证,每套系统在发货前均使用您的实际螺栓进行跑合测试。凭借ISO 9001认证和20余年专业经验,我们保证性能指标,工厂直供价格比西方集成商节省40-60%。
需要可靠的螺栓供料系统?联系我们的工程团队,获取免费咨询和详细报价。