橡胶密封件振动送料器:克服摩擦、嵌套和粘性
橡胶密封件是最难可靠送料的零件之一
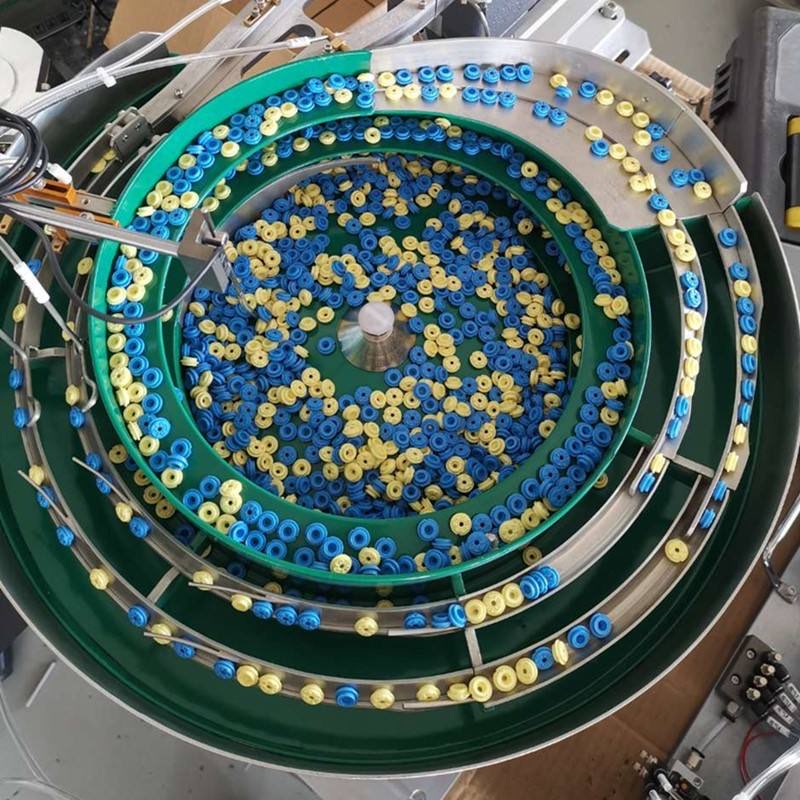
橡胶密封件、O型圈、垫片和类似的弹性体组件在图纸上看起来很简单。在振动送料器中,它们变成了一些最令人头疼的零件。高摩擦减缓了沿轨道的运动。柔性几何使定向不可预测。表面粘性导致零件互相粘附或粘在碗壁上。而嵌套——一个密封件套入另一个——将散装物料变成送料器无法分离的互锁环堆。
这些问题不是边缘情况。它们是大多数橡胶密封件送料应用的默认行为。一个以200 ppm运行金属紧固件的送料器可能只能以40-60 ppm输送橡胶密封件且需要频繁操作员干预,或者如果没有特定设计适配可能根本无法运行。
本文涵盖使橡胶密封件送料成功的工程策略:防嵌套工具、低摩擦轨道涂层、弹性体的振幅和频率调节、润滑方法,以及碗式送料器和柔性送料器之间的选择。关于软材料处理的更广泛背景,请参阅我们的O型圈送料系统指南和橡胶零件送料指南。
橡胶密封件送料的四大核心挑战
理解橡胶密封件为何送料不良需要审视四种不同的机制。每种机制独立影响送料器行为,它们共同叠加成许多生产团队经历的不可靠性能。
高摩擦和缓慢的轨道运动
弹性体材料的摩擦系数是钢或硬塑料的3-10倍。NBR(丁腈)橡胶对不锈钢的静摩擦系数在0.5-1.2范围内,而钢对钢为0.15-0.3。这意味着橡胶密封件抵抗振动送料器赖以推动零件沿轨道前进的微抛运动。
实际上,密封件移动缓慢、在碗底聚集,无法以送料器设计的速率爬上轨道。增加振动振幅来补偿往往使问题更严重——零件不规则弹跳而非平稳前进,定向工具无法一致地捕获它们。
嵌套和互锁
嵌套是橡胶密封件送料中最独特的问题。O型圈、四环和唇形密封件设计为套在轴上和装入沟槽中——这意味着它们也可以互相套入。当散装装入碗体时,密封件同心嵌套,形成送料器仅靠振动无法分离的堆叠。
嵌套的双件或三件作为一个单元移动。它们使定向工具失效,因为组合几何不匹配任何单件轮廓。它们卡在选料器和逃逸机构中。它们在排料处产生错误计数,一个"单件"实际上是粘在一起的两个或三个。
表面粘性和粘附
许多橡胶化合物表现出表面粘性——轻微的粘附导致零件互相粘附或粘在送料器表面。这对于未撒滑石粉或未处理脱模剂的新鲜NBR和硅胶零件尤其明显。粘性导致零件成对移动、粘在碗壁上而非返回轨道,以及在入口区抵抗分离。
温度和湿度放大了这种效应。在20 °C下可接受运行的送料器可能在28 °C时变得不可靠,因为弹性体表面略微软化且粘性增加。这是橡胶密封件送料器在不同班次或季节表现不同的原因之一。
柔性几何和定向不稳定
橡胶密封件在自身重量和碗内振动力下变形。应该呈现为扁平圆环的O型圈可能以扭曲、折叠或压缩状态到达排料处。具有不对称轮廓的唇形密封件和垫片可以弯曲到足以在错误位置通过定向工具,然后在工具点之后弹回正确形状。
这使得定向良率不可预测。在刚性零件上99%有效的机械选料器可能在相同标称几何的柔性密封件上降至85-90%,因为零件在选择事件中变形到足以在错误状态下通过。
| 挑战 | 主要症状 | 根本原因 | 有效对策 |
|---|---|---|---|
| 高摩擦 | 轨道运动缓慢或停滞 | 弹性体对金属摩擦系数是钢的3-10倍 | 低摩擦涂层 + 振幅调节 |
| 嵌套 | 排料处互锁的零件对 | 同心几何允许堆叠 | 防嵌套工具 + 控制碗体填充 |
| 表面粘性 | 零件互相粘附或粘在碗壁 | 弹性体的粘附表面能 | 干性PTFE喷雾 + 开放式入口几何 |
| 柔性几何 | 低定向良率 | 零件通过工具时变形 | 更宽工具公差 + 视觉验证 |
防嵌套工具设计
防止嵌套是任何橡胶密封件送料器的首要工程优先事项。如果零件进入轨道时已经嵌套,任何下游工具都无法修复问题。分离必须在碗体入口处发生,在零件到达定向区之前。
入口区设计
入口区——从碗底到上升轨道的过渡——是必须打破嵌套的地方。几种经过验证的策略存在:
- 阶梯式上升板:不使用单一轨道边缘,使用两到三个略有不同高度的阶梯上升板。嵌套对遇到第一个台阶,内密封件更可能分离,因为外密封件先抓住边缘。这是O型圈最广泛使用的防嵌套特征。
- 带径向槽的中心锥:碗体中心的凸起锥体带径向槽,允许单个密封件通过但迫使嵌套堆在遇到槽边缘时分离。适用于10 mm到80 mm外径的密封件。
- 气流分离:入口区的定向气流将内密封件从嵌套对中吹出。这对5克以下的轻质密封件效果良好,但需要稳定的气源并增加噪音。
- 降低碗体填充量:将碗体填充保持在容量的20-30%(金属零件为60-70%),减少迫使密封件进入嵌套配置的压力。这是最简单的改变,也往往最有效,但减少了无人值守运行时间。
密封件轨道几何
一旦分离,密封件需要防止重新嵌套的轨道几何。V型槽轨道是O型圈的标准配置,因为V形托住环截面并防止一个环坐在另一个上面。槽角度应为90-120°,深度应为密封件截面直径的0.6-0.8倍。
对于平垫片和唇形密封件,带中心脊或凸缘的平轨道效果更好。脊防止密封件翻转并创建下游工具可以瞄准的一致运行位置。
橡胶用低摩擦轨道涂层
涂层选择是橡胶密封件送料器的第二个关键设计决策。涂层必须将摩擦降低到足以使零件平稳前进,承受连续橡胶接触的磨损,且不向零件表面转移材料。
| 涂层类型 | 对橡胶的摩擦系数 | 磨损寿命 | 最佳应用 | 限制 |
|---|---|---|---|---|
| PTFE(特氟龙) | 0.04-0.10 | 3-6个月 | 低速、小批量、最大滑动 | 连续运行下磨损快 |
| 硬铬 | 0.12-0.20 | 12-24个月 | 大批量生产,含油零件 | 昂贵,磨损穿透需返工 |
| 聚氨酯(PU) | 0.25-0.40 | 8-14个月 | 通用橡胶密封件送料 | 摩擦高于PTFE或铬 |
| 尼龙(PA6)镶件 | 0.15-0.25 | 6-12个月 | 工具接触点,可更换 | 仅限于局部区域 |
| 化学镍 + PTFE | 0.08-0.15 | 10-18个月 | 滑动性和耐久性最佳平衡 | 初始成本较高 |
对于大多数生产型橡胶密封件送料器,含PTFE颗粒的化学镀镍(Ni-PTFE)提供了最佳的实用平衡。镍基体提供硬度和耐磨性,而嵌入的PTFE颗粒创建自润滑表面,降低对橡胶的摩擦。涂层在连续运行中可持续10-18个月,可在计划维护期间重新涂覆。
硬铬是含油或润滑剂的零件已降低摩擦的大批量应用的第二选择。铬极其耐久,但对干燥橡胶的滑动性不如Ni-PTFE。它也更昂贵且难以修复。
纯PTFE涂层提供最低摩擦但在生产条件下3-6个月就会磨损穿透。最好保留给原型送料器、小批量应用,或作为指定更耐久涂层期间的临时措施。
橡胶的振幅和频率设置
橡胶密封件需要与金属零件不同的振动参数。目标是足够的能量克服摩擦并推动零件前进,但不要太多以至于零件不规则弹跳或在定向过程中变形。
- 振幅:降低到相似尺寸金属零件所用设置的50-70%。对于30 mm O型圈,典型振幅为0.8-1.2 mm峰峰值,而M6钢螺钉为1.5-2.5 mm。
- 频率:大多数橡胶密封件送料器在50-60 Hz下运行。较低频率(25-30 Hz)可用于大型重型密封件但降低送料速率。较高频率增加弹跳,通常适得其反。
- 控制器调节:使用具有精细振幅调整(1%增量或更好)的控制器。橡胶密封件行为对小振幅变化敏感——5%的偏移可能是稳定送料和持续卡料之间的区别。
- 启动行为:编程缓慢启动(2-3秒)而非瞬间启动。突然的振动开始导致橡胶零件跳跃和散开,增加启动时的嵌套。
关键原则:橡胶密封件送料器应在维持所需送料速率的最低振幅下运行。超出该阈值的任何额外振幅只会制造问题而不改善产出。
橡胶密封件送料的润滑策略
润滑可以显著改善橡胶密封件送料性能,但必须谨慎使用。错误的润滑剂会污染零件、吸引灰尘或随时间降解弹性体。
干性PTFE喷雾是橡胶密封件送料器最广泛接受的润滑方法。它在轨道表面沉积薄PTFE膜,降低摩擦而不留下湿残留物。PTFE喷雾可在运行期间定期施加——通常每2-4小时——不影响大多数弹性体材料。它也与下游工艺兼容,因为薄膜是干燥和极少的。
硅胶喷雾提供优异的滑动性但留下湿残留物,可能干扰下游粘接、密封或检测工艺。它还吸引灰尘并需要更频繁的清洁。仅在下游工艺明确容许时使用硅胶喷雾。
滑石粉或玉米淀粉撒粉在零件本身(而非轨道上)可降低表面粘性和嵌套倾向。这是密封件制造中的常见做法——许多O型圈出厂时带有轻微滑石粉涂层。如果您的零件到达时未涂层,装碗前轻微撒粉可显著改善送料一致性。
水雾系统用于某些不允许干润滑剂的食品级应用。轨道表面上的细水雾暂时降低摩擦,但需要排水和碗体结构的防腐保护。
何时选择碗式送料器与柔性送料器用于橡胶密封件
在专用碗式送料器和视觉引导柔性送料器之间的选择取决于零件种类、产量和橡胶化合物在批次间的变化程度。
碗式送料器是产线运行单一密封件尺寸或少量相似尺寸系列、产量超过60 ppm时的正确选择。设计良好的碗体配防嵌套工具和正确涂层将在速度、一致性和每件成本上优于柔性送料器。投资在专用产线上回报很快。
柔性送料器在产线在多种密封件尺寸之间切换、零件几何变化太大无法可靠机械定向、或批次间材料变化使固定工具不可靠时变得有吸引力。柔性送料器以不同方式处理嵌套——零件在振动平台上展开并由相机逐个识别,因此嵌套对根本不会被拾取。这完全消除了碗式送料器中最持久的问题。
权衡是速度。柔性送料器对橡胶密封件通常提供15-40 ppm,而调节良好的碗式送料器为60-150 ppm。在换型时间比峰值速度更重要的混型产线上,柔性送料器在总有效产出上往往胜出。
| 因素 | 碗式送料器 | 柔性送料器 |
|---|---|---|
| 送料速率(橡胶密封件) | 60-150 ppm | 15-40 ppm |
| 防嵌套方法 | 机械式(入口区工具) | 固有(逐个拾取) |
| 换型时间 | 15-45分钟(工具更换) | 1-5分钟(配方切换) |
| 批次变化容忍度 | 低——固定工具 | 高——视觉适应 |
| 表面保护 | 取决于涂层 | 最小接触 |
| 最适用于 | 大批量、单零件产线 | 混型、可变批次 |
要点总结
- 首先在入口区解决嵌套问题。任何下游工具都无法修复嵌套零件。阶梯式上升板、中心锥和控制碗体填充是主要防线。
- 为特定橡胶化合物选择涂层。Ni-PTFE用于一般生产,硬铬用于含油零件,纯PTFE用于小批量或原型使用。
- 在最低有效振幅下运行。橡胶密封件需要的振动能量少于金属零件,过量振幅制造的问题多于解决的问题。
- 使用干性PTFE喷雾作为默认润滑剂。它降低摩擦而不污染零件或降解弹性体,且与大多数下游工艺兼容。
- 为混型产线选择柔性送料器。固有的防嵌套行为和快速换型在产线运行多种密封件尺寸时超过了速度劣势。
常见问题
可以使用标准碗式送料器不经修改输送橡胶密封件吗?
为金属零件设计的标准碗式送料器可能可以移动橡胶密封件,但会有严重问题:入口处嵌套、高摩擦导致轨道运动缓慢、零件粘在碗壁上。所需的修改——防嵌套工具、低摩擦涂层和振幅降低——在生产使用中不是可选的。它们是技术上能运行的送料器与无需持续操作员关注即可可靠运行的送料器之间的区别。
如何防止O型圈互相嵌套?
最有效的方法结合三种策略:保持碗体填充量低(容量的20-30%)、在轨道入口安装阶梯式上升板机械分离嵌套对、以及装碗前对零件轻微撒滑石粉。入口区的气流分离为关键应用提供额外保护层。没有单一方法单独100%有效——组合使用才有效。
橡胶密封件送料中哪种碗体涂层寿命最长?
硬铬提供最长的磨损寿命(12-24个月),但对干燥橡胶不提供最低摩擦。含PTFE颗粒的化学镀镍(Ni-PTFE)在10-18个月提供了滑动性和耐久性的最佳实用平衡。纯PTFE涂层摩擦最低但在3-6个月磨损穿透。对于大多数生产应用,Ni-PTFE是推荐选择。
温度会影响橡胶密封件送料性能吗?
会,影响显著。弹性体表面粘性随温度增加,摩擦行为随材料软化而变化。在20 °C下调校的送料器可能在28 °C或以上变得不可靠。对于有温度变化的环境,指定具有精细振幅调整的控制器以便操作员补偿。同时在最高预期运行温度下验证送料器性能,而非仅在室温下。
柔性送料器何时比碗式送料器更适合橡胶密封件?
当产线运行多种密封件尺寸(3个以上零件号)、批次间材料变化使固定工具不可靠、或所需送料速率低于40 ppm时,柔性送料器是更好的选择。柔性送料器固有地消除嵌套,因为每个零件由视觉逐个拾取。它们还将换型时间从15-45分钟减少到1-5分钟。权衡是较低的最大速度。
干性PTFE喷雾对所有橡胶化合物安全吗?
干性PTFE喷雾与绝大多数密封弹性体兼容,包括NBR、EPDM、硅胶、氟碳(FKM)和氯丁橡胶。它是惰性的,留下极少残留物,不降解弹性体性能。然而,始终应验证与特定化合物和下游工艺要求的兼容性。某些下游粘接或涂覆操作可能对零件表面即使微量PTFE残留也敏感。


