2026年橡胶零件上料指南
软橡胶零件的表现与硬塑料或金属截然不同
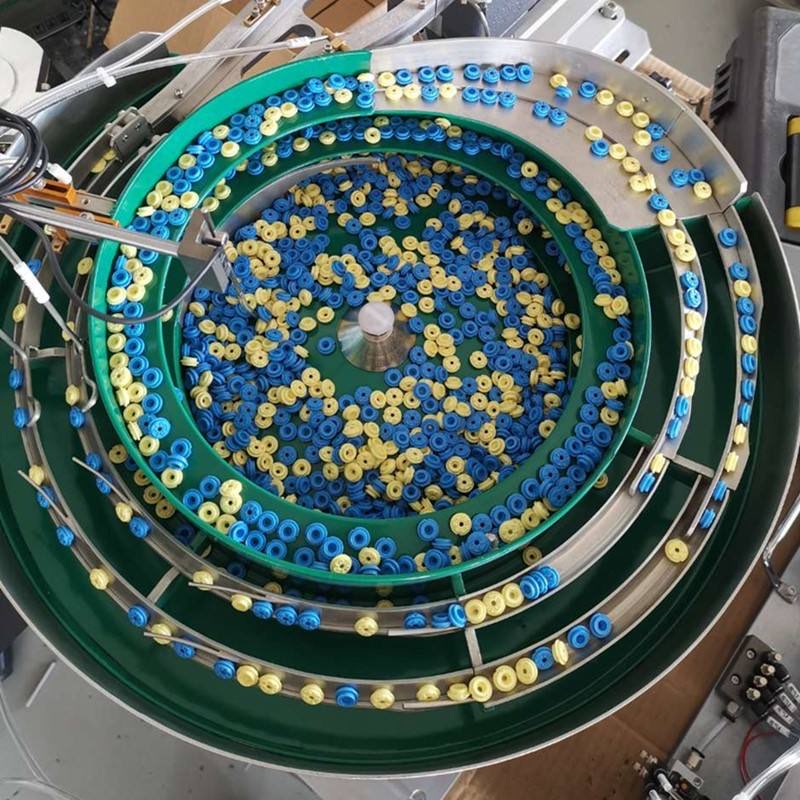
橡胶零件上料有其自身的一系列难题。软零件会粘连在一起、在负载下压缩、对温度产生反应,有时还带有脱模剂或滑石粉残留,这些因素会完全改变不同批次之间的摩擦力。
这就是为什么一台运行塑料零件良好的上料机仍可能在弹性体零件上遇到困难。问题很少出在机器无法移动零件,而在于零件在移动过程中无法保持稳定的形状或表面行为。
本指南解释了如何减少软橡胶零件的粘连、变形和不稳定定位问题。同时展示了当试图围绕过多变量调整振动盘时,柔性上料机何时比振动盘更容易使用。
为什么软弹性体零件上料不稳定
大块负载下的压缩是第一个问题。当软零件堆积在一起时,下层的零件会变形到足以影响它们在口袋或导轨上的位置。这会在轨道后段造成不一致的方向。
表面黏性是第二个问题。一些弹性体会相互粘连或粘附在上料机表面。另一些则带有脱模剂或粉末,导致它们滑动过度。无论如何,上料机需要围绕实际零件状况而非理想零件图纸进行设计。
静电也可能产生影响,尤其是对于较小较轻的橡胶零件。买家有时认为静电只是塑料零件的问题。它同样会影响软材料的定位。
| 橡胶零件状况 | 可见症状 | 可能原因 | 实际修复方案 |
|---|---|---|---|
| 软弹性体 | 口袋不一致 | 负载下压缩 | 降低振动盘填充量并重新评估工装接触 |
| 黏性表面 | 零件配对或成簇 | 高表面粘附力 | 开放分离区并简化选择器 |
| 粉末处理表面 | 滑动和爬升不良 | 轨道摩擦力低 | 重新评估涂层或轨道角度 |
| 小型密封圈 | 静电吸附 | 环境干燥 | 添加防静电控制并平稳运动 |
选择上料机方案
对于尺寸稳定、产量目标合理的单一弹性体零件,标准振动盘上料机仍然适用。振动盘通常需要比硬零件上料机更柔和、攻击性更低的工装布局。
当产线在几种软零件之间切换或零件在固定机械选择下容易变形时,柔性上料机更具吸引力。它们牺牲了速度,但通常能获得更稳定的工艺。
关键问题是零件是否能承受重复的机械接触而不改变上料机试图控制的形状。
通常能改善橡胶零件上料的规则
当工程师减少 bulk 压力并停止过度复杂化轨道时,橡胶上料机会变得更好。
- 控制振动盘填充量。软零件在过量零件负载下会变得更不可预测。
- 使用更简单的选择器。黏性零件在工装路径过于复杂时通常表现更差。
- 在实际环境条件下验证。温度和湿度的影响可能超出预期。
- 必要时按材料批次分离。不同硬度或表面状况可能需要不同的设置。
对于软零件,稳定且宽容的路径通常优于精巧但脆弱的方案。
批准前的验证要点
在实际室温条件下运行上料机,并使用来自多个批次的生产零件(如有可能)。软零件上料机对正常工艺波动特别敏感。
关注在出口处的形状变化,而不仅是振动盘内部。即使计数正常,一个扁平、扭曲或配对的零件仍会造成下游麻烦。
如果产线使用机器人取料或插入,请仔细验证交接。软零件可能落在正确位置但形状仍然不正确。
橡胶零件上料机询价的买家检查清单
当买家提供实际的处理约束时,软零件报价会改善很多。
- 提供材料家族和硬度。不同弹性体即使在相似尺寸下表现也不同。
- 提供多个生产样品。表面光洁度和脱模剂状况很重要。
- 说明可接受的零件变形量。如果形状必须严格控制,上料方案会改变。
- 描述后续工艺。组装、检验和机器人取料对输出的压力不同。
合奔自动化围绕实际材料行为而非仅名义几何尺寸来评估橡胶零件上料机。如果您想检查软零件应用,请将样品和工艺详情发给我们。


