O型圈和密封件送料系统:处理变形和粘性零件 2026
为什么O型圈和密封件在自动送料中具有独特的挑战性
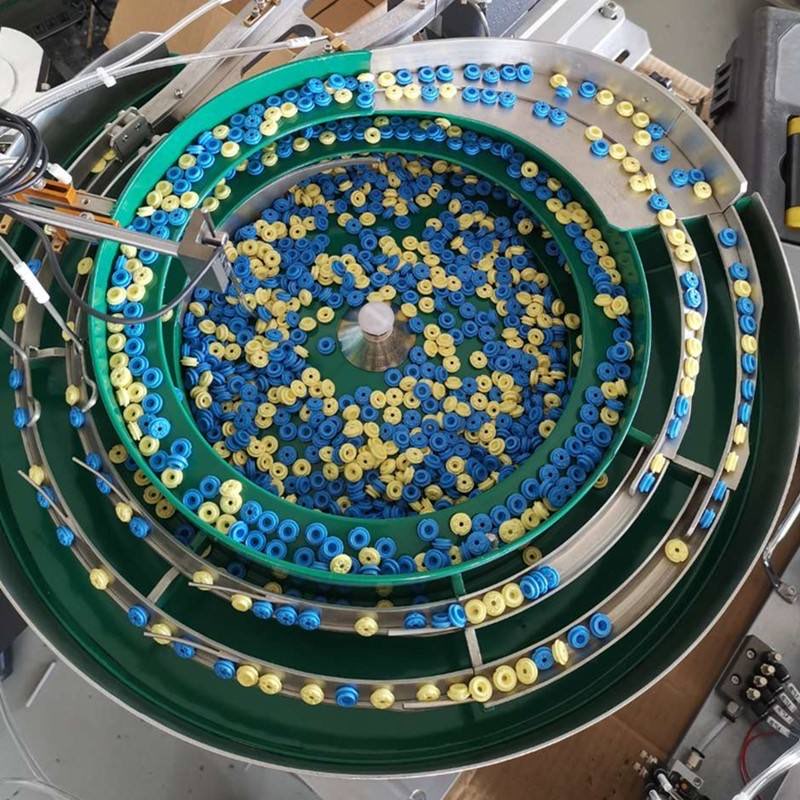
O型圈和密封件送料项目在报价阶段通常看起来很简单。零件小巧、圆形且对称。理论上,送料应该很容易。然而实际上,弹性体和橡胶零件的行为与金属紧固件完全不同。它们在负载下会变形,通过静电和表面粘性相互粘连,在硬质表面上不可预测地滚动,并且随着含油量、粉末涂层和环境湿度的变化而改变行为。在供应商演示期间完美运行的O型圈送料系统,可能在单个班次内就在生产车间变得不可靠。
核心问题是弹性体零件柔软、灵活且具有粘性。金属螺丝无论振动级别如何都保持其形状。O型圈会变平、拉伸和粘附。橡胶密封件可以自行折叠、困住空气或锁住相邻零件。这些行为使散装处理、定向和排出与刚性零件从根本上不同。以处理螺丝送料的方式处理O型圈送料系统的工程师,通常在工装已经制造好后才发现错误。
本指南涵盖了在振动盘送料机和柔性送料系统中处理O型圈、垫圈和软密封件的具体挑战。我们解决了变形预防、静电控制、材料粘性、洁净室兼容性和医疗器械及汽车装配线的定向策略。如果您的产线已经处理橡胶组件,我们的橡胶零件送料指南提供了关于材料特定行为的额外背景。对于洁净室环境,洁净室送料指南涵盖了互补要求。
O型圈变形:原因、后果和对策
变形是导致O型圈送料不可靠的最常见原因。当O型圈散装加载到振动盘中时,上层的重量会压缩下层。即使几百个密封圈也能产生足够的压力来临时改变底部密封圈的截面。扁平的密封圈不会像圆形密封圈那样坐在轨道型腔中。它的滚动方式不同,在排列机构处呈现不一致,并且即使它会恢复形状,也可能在下游检查中失败。
变形的严重程度取决于三个因素:弹性体的硬度、散装填充高度和在堆栈底部的停留时间。硅胶(40-50 Shore A)等较软材料比氟橡胶(70-80 Shore A)等较硬材料更容易变形。更高的填充水平会产生更多的压缩。更长的停留时间使变形更加明显。在底部压缩十分钟的密封圈比在振动盘中移动三十秒的密封圈恢复得更慢。
最有效的对策是限制散装填充高度。当振动盘保持在30%至50%的容量而不是装满时,许多O型圈送料系统运行可靠。这需要一个料斗和料位控制系统,在振动盘排空之前补充,但不会过度填充。目标料位的光电或超声波传感器触发料斗添加受控批次量的密封圈。这保持了较低的散装压力和最小的变形。
对于即使在中等填充水平下也会变形的非常软的O型圈,可能需要柔性送料系统。柔性振动盘从托盘或型腔中单独呈现零件,完全消除了散装压缩。权衡是较低的产量和较高的设备成本。对于高产量产线,带浅型腔轨道的定制尼龙碗通常在速度和柔和处理之间取得正确的平衡。
| 弹性体类型 | 典型硬度 | 变形敏感度 | 推荐碗体类型 | 最大填充水平 |
|---|---|---|---|---|
| NBR(丁腈橡胶) | 50-70 Shore A | 中等 | 尼龙或PTFE涂层钢 | 40-50% |
| 硅胶 | 40-60 Shore A | 高 | 浅型腔尼龙碗 | 30-40% |
| EPDM(三元乙丙橡胶) | 50-75 Shore A | 中等 | 尼龙或软涂层钢 | 40-50% |
| FKM(氟橡胶) | 65-85 Shore A | 低 | PTFE涂层钢 | 50-60% |
| 氯丁橡胶 | 50-70 Shore A | 中等 | 尼龙碗 | 40-50% |
静电及其对O型圈送料的影响
静电是O型圈送料系统中的一个沉默问题。干燥、轻质的O型圈(尤其是硅胶和FKM)在与碗体表面摩擦时会产生大量静电。一旦带电,密封圈会相互吸引并粘附在碗壁上。带电的O型圈可能会沿着碗壁而不是轨道攀爬,完全绕过工装,或者成对旅行导致排出时双重送料。
静电问题在低湿度环境中更严重。许多制造设施在冬季以30%至40%的相对湿度运行,而这正是静电荷积聚最积极的条件。当季节变化时,问题可能突然出现,即使送料机硬件完全没有改变。这就是为什么静电控制应该成为初始O型圈送料系统设计的一部分,而不是在产线开始误送料时添加的事后考虑。
最可靠的方法是导电碗体材料和离子化空气的组合。导电碗体表面(如碳填充尼龙或带耗散涂层的金属碗)通过提供接地路径来防止电荷积聚。定位在轨道入口附近的离子化空气喷嘴在零件开始移动时中和电荷。离子发生器应根据轨道宽度 sizing,并定位在零件仍处于散装状态的区域,在它们分离成单列之前。
接地至关重要但经常被忽视。碗体、轨道和支撑结构都应该连接到共同的接地点。浮动接地或断裂的地线会使静电问题看起来是间歇性的,这比完全没有接地更难诊断。在维护检查期间,用万用表验证接地连续性作为例行程序的一部分。有关静电控制策略的更多信息,请参阅我们的ESD控制指南。
材料粘性和表面发粘管理
许多O型圈和密封件在制造过程中涂有一层薄薄的油、粉末或脱模剂。这种涂层会产生表面粘性,导致密封圈相互粘连。粘在另一个密封圈上的O型圈不会在轨道上分离,除非有专门设计用于破坏粘合的机制。仅靠振动通常不够,特别是当振动幅度保持在较低水平以防止变形时。
涂层类型很重要。硅油产生的粘性比矿物油少。滑石粉比油更有效地减少粘性,但在洁净室环境中引入了污染问题。一些O型圈供应商根本不使用涂层,交付干燥的密封圈实际上更容易分离,因为零件之间没有粘合膜。在为自动产线选择O型圈供应商时,涂层策略应该是评估标准的一部分。
对于带有粘性涂层的密封圈,有几种对策可用。碗体入口处的温和刷毛机制可以在机械上分离粘附的配对。当密封圈攀爬轨道时,低压气幕可以在密封圈之间吹扫,破坏弱粘合键。对于最顽固的情况,带有软刷毛的旋转刷轮可以在密封圈进入精密工装段之前敲散密封圈簇。刷毛必须足够柔软以避免损坏密封圈表面,这就排除了大多数金属或硬尼龙刷。
温度也会影响粘性。许多弹性体涂层在略微升高的温度下粘性降低。碗体底部内置的小型加热器可以将表面温度提高5至10摄氏度,这通常足以在不影响O型圈材料性能的情况下减少粘性。这种方法通常用于汽车密封送料线,其中NBR密封圈带有轻油膜到达。
医疗和半导体应用中O型圈送料的洁净室考虑
医疗器械和半导体装配线通常需要ISO 7级或8级洁净室环境。洁净室中的O型圈送料系统必须满足标准工业送料机不涉及的颗粒产生限制。每个振动事件、每个零件之间的接触和每个轨道表面都会产生一定水平的微粒。在洁净室中,颗粒数量很重要。
第一个要求是密封外壳。碗体和轨道应封闭在带密封接缝的透明外壳中。外壳防止颗粒逸出到洁净室中,并保护零件免受外部污染。外壳内略微正压的过滤空气有助于防止颗粒通过任何小缝隙泄漏。外壳材料应易于清洁并能抵抗常见的洁净室消毒剂。
第二个要求是低颗粒碗体表面。尼龙碗产生的颗粒比涂层金属碗多。对于洁净室应用,带有PTFE或PFA涂层的不锈钢碗是首选,因为它产生最少的颗粒并且可以在不降解表面的情况下擦拭清洁。涂层必须是食品级或医疗级,不应包含在振动过程中可能剥落的填料。
第三个要求是颗粒监测。洁净室送料系统应包括颗粒计数器或至少定期的擦拭测试计划,以验证送料机不超过洁净室颗粒限值。监测频率取决于洁净室级别和应用的法规要求。对于FDA监管的医疗器械产线,这些数据是设备验证包的一部分。
如果您的应用涉及医疗器械组装,您可能还需要计划IQ/OQ/PQ验证。我们的IQ/OQ/PQ指南解释了如何在受监管环境中为送料设备构建验证协议。对于垫圈特定的挑战,垫圈送料指南涵盖了相关主题。
O型圈和密封件的定向挑战
O型圈名义上是对称的,这意味着方向不应该重要。在实践中,许多O型圈应用需要特定的呈现角度,因为下游装配站从固定位置拾取密封圈。扭曲或折叠的密封圈不会像预期的那样装入凹槽或心轴。定向问题不在于方向,而在于拾取点的形状一致性。
O型圈最常见的定向工装是在排出处的尺寸心轴或通止规。密封圈通过比密封圈内径略小的心轴。如果密封圈是圆形的且未变形,它会滑过心轴并继续前进。如果密封圈被折叠或扁平,它会卡在心轴上并被拒绝回碗体中。这是一种简单有效的方法,适用于大多数内径大于5毫米的O型圈。
对于非常小的O型圈(内径小于5毫米),心轴方法变得不切实际,因为心轴太脆弱。相反,带有成形凹槽的型腔轨道在密封圈移动到排出时保持一致的定向。型腔的宽度和深度被 sizing 以接受一个处于扁平圆形位置的密封圈。任何折叠或双层的密封圈都不适合型腔,并被简单的高度超限导轨拒绝。
对于非圆形密封件,如矩形垫圈或定制轮廓密封件,定向变得更加复杂。这些零件通常需要多阶段定向工装序列。第一阶段将零件对齐在其最长轴上。第二阶段检查扭曲或折叠。第三阶段验证轮廓方向。每个阶段去除一部分方向错误的零件,累积结果产生可靠的排出。对于非圆形密封件,带有视觉检测的柔性振动盘通常比定制振动盘送料机更具成本效益,因为视觉系统可以在没有定制机械工装的情况下检查多个方向参数。
在振动盘送料机、柔性送料机和定制解决方案之间选择
O型圈和密封件送料系统的选择取决于产量、零件种类和法规要求。当您以高产量(每月超过100万个零件)运行单个O型圈尺寸且材料一致时,标准振动盘送料机是正确的选择。振动盘送料机以最低的单个零件成本提供最高的产量,但当零件变化时它们不灵活。
当您在同一条产线上运行多种O型圈尺寸或材料时,柔性送料系统变得有吸引力。柔性振动盘使用摄像头和可编程拾取路径而不是固定机械工装。切换到不同的O型圈尺寸只需要更改配方,而不是硬件换型。产量较低,通常取决于环尺寸和摄像头速度为30至80 ppm。对于高混合、中等产量的产线,灵活性优势通常超过速度劣势。
定制解决方案,如带散装料斗和视觉分拣的旋转分度台,对于非常大的密封件(直径超过200毫米)或需要在送料前对每个零件进行100%检查的应用可能是必要的。这些系统更昂贵和复杂,但解决了标准送料机无法满足的要求。决策应基于对零件系列、产量要求和可接受缺陷率的彻底审查。
关于O型圈和密封件送料的常见问题
振动盘送料机可以可靠送料的最小O型圈是多大?
内径2毫米、截面1毫米的O型圈可以在带浅型腔轨道的定制设计振动盘送料机中送料。然而,由于需要非常柔和的运动以防止变形和缠绕,送料速率限制在30-50 ppm。内径小于2毫米时,柔性振动盘或手动送料站通常更可靠。确切的下限取决于材料硬度、表面涂层和所需的呈现精度。
如何防止O型圈在碗体中相互粘连?
最有效的方法是控制散装填充水平,使底部的密封圈不被压缩。将碗体填充保持在30-50%,使用带料位控制的料斗维持此范围,并考虑在轨道入口处使用温和的刷毛或空气分离机制。如果密封圈带有粘性油涂层到达,请与O型圈供应商讨论是否有不同的涂层或无涂层选项。一些供应商可以交付带有轻滑石粉尘的密封圈,这显著减少了粘连。
O型圈送料系统可以验证用于洁净室吗?
可以。用于洁净室的O型圈送料系统需要带正压过滤空气的密封外壳、低颗粒碗体表面(首选PTFE涂层不锈钢)和颗粒监测程序。系统应在运行振动水平下测试颗粒产生,并将结果作为洁净室认证的一部分记录。对于医疗器械应用,验证通常包括IQ/OQ/PQ协议。更多详细信息请参阅我们的验证指南。
为什么我的O型圈送料机在夏天工作但在冬天失败?
这几乎总是一个静电问题。冬季空气更干燥,这使得静电荷能够在O型圈和碗体表面积聚。带电的密封圈相互粘附并粘在碗壁上,导致双重送料、轨道绕过和不一致的排出。在轨道入口附近安装离子化空气喷嘴并验证碗体是否正确接地。启动离子发生器后几分钟内问题应该解决。如果没有,请用静电场计检查接地连接和离子发生器输出。
O型圈送料的最佳碗体表面材料是什么?
对于大多数应用,尼龙碗或PTFE涂层钢碗提供了柔和处理和耐用性的最佳平衡。尼龙更软,产生的弹跳更少,有助于定向稳定性。PTFE涂层钢更耐用,产生的颗粒更少,使其更适合洁净室或高产量应用。通常不建议O型圈使用未涂层钢碗,因为硬质表面会导致弹跳、变形和软弹性体表面标记。最终选择应在生产振动设置下用您的实际生产零件进行验证。
如何为医疗器械装配线指定O型圈送料系统?
提供O型圈材料类型、硬度、内径、截面直径、表面涂层信息、所需的送料速率、可接受的缺陷率、洁净室级别和下游组装方法。包括至少来自两个不同批次的实际生产样品,因为弹性体在批次之间的材料变异可能很大。如果产线受FDA或ISO 13485监管,请提前指定验证要求(IQ/OQ/PQ),以便送料机设计从一开始就能满足文档和测试需求。有关完整的需求列表,我们的RFQ检查清单是一个有用的起点。


