行业应用12 分钟阅读
垫片送料系统指南 2026
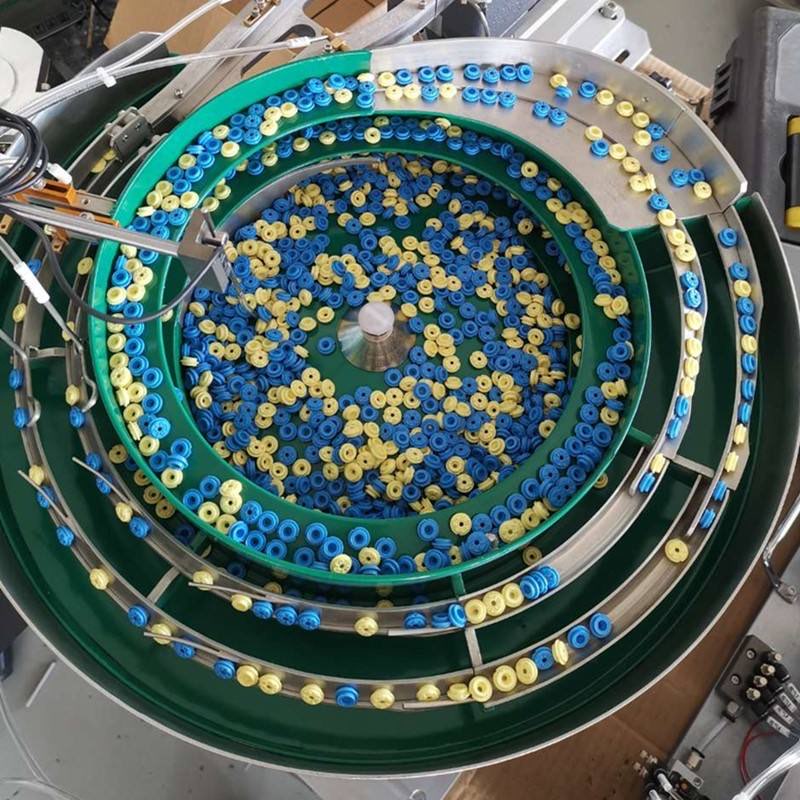
垫片送料既是形状控制问题,也是速率问题
垫片容易被低估,因为它们轻且通常轮廓简单。在生产中它们粘在一起、在堆叠压力下变形、安静地重叠到足以通过薄弱的分离器。这使得垫片送料更接近质量控制任务而非简单的输送任务。
正确的送料机必须保持形状、打破重叠并一次释放一个干净的零件。本文与我们的O型圈送料指南和橡胶零件指南配套使用。
垫片送料机通常出什么问题
第一个问题是粘连。软质或轻微涂油的垫片可能以简单存在传感器无法捕捉的方式粘在一起。零件可能成对行进足够长时间,造成安静但严重的缺陷。
第二个问题是形状变形。薄垫片如果盘体太拥挤或过渡几何太尖锐,可能卷曲、倾斜或部分折叠。
第三个问题是最终放置。即使送料机正确隔离了一个垫片,如果出口不够平稳,零件仍可能在最后一步漂移或旋转。
| 情况 | 主要风险 | 设计重点 | 需验证内容 |
|---|---|---|---|
| 薄平面垫片 | 重叠 | 多级分离 | 双重送料风险 |
| 大型软垫片 | 形状变形 | 温和支撑表面 | 出口处零件平整度 |
| 涂油密封环 | 粘连 | 表面审查和清洁计划 | 长期运行稳定性 |
| 精密放置垫片 | 交接时旋转 | 平稳逃逸和定位座 | 工位就绪定向 |
选择垫片的送料机方案
如果分离路径强劲且出口受控,振动盘送料机对一个垫片系列仍然可以良好工作。错误在于假设平面零件会像垫圈一样表现,仅仅因为轮廓看起来相似。
当垫片非常软或对外观敏感时,托盘或真空辅助呈现可能值得更仔细地看。速率可能更低,但最终稳定性可能好得多。
对于混合垫片系列,模块化出料和验证区域通常比试图一次覆盖每个变体的英雄式振动盘设计提供更多价值。
改善垫片送料机性能的规则
- 假设重叠是主要缺陷。围绕这一点设计,然后调优速度。
- 在队列中保护零件形状。堆叠压力改变软零件的速度超出许多团队的预期。
- 保持出口平稳。平面软零件在最终交接中失去稳定性。
- 在运行中使用真实质量标准。一个错误的垫片后续可能代价高昂。
在车间获胜的垫片送料机通常在演示中看起来略偏保守。
如何验证垫片送料系统
计算干净的单件交付数,而非仅仅移动的总零件数。这使缺陷模式可见而非隐藏在高吞吐量数字内。
分别检查平整度、重叠逃逸和最终放置。这些故障有不同原因,需要不同修复。
如果下一个工位密封、涂胶或夹紧垫片,使用真实接口运行。产线关心的是可用呈现,而非送料机本身的输出。
报价前买家检查清单
- 发送生产状况的垫片。材料、油和包装状态很重要。
- 描述重叠是可以被拒收还是必须完全防止。
- 说明任何平整度或外观要求。
- 分享下一个工位和放置公差。这决定了最终交接必须多严格。
Huben Automation 围绕重叠控制、形状保持和可用工位呈现审查垫片送料项目。如需帮助检查垫片应用,请将垫片数据和工艺详情发送给我们。


