การป้อนชิ้นส่วนพลาสติกฉีด: จัดการชิ้นส่วนเบา ไฟฟ้าสถิต เป็นรอยง่าย 2026
ชิ้นส่วนฉีดพลาสติกเบาและยืดหยุ่น — ทำให้การป้อนยากกว่าที่คิด
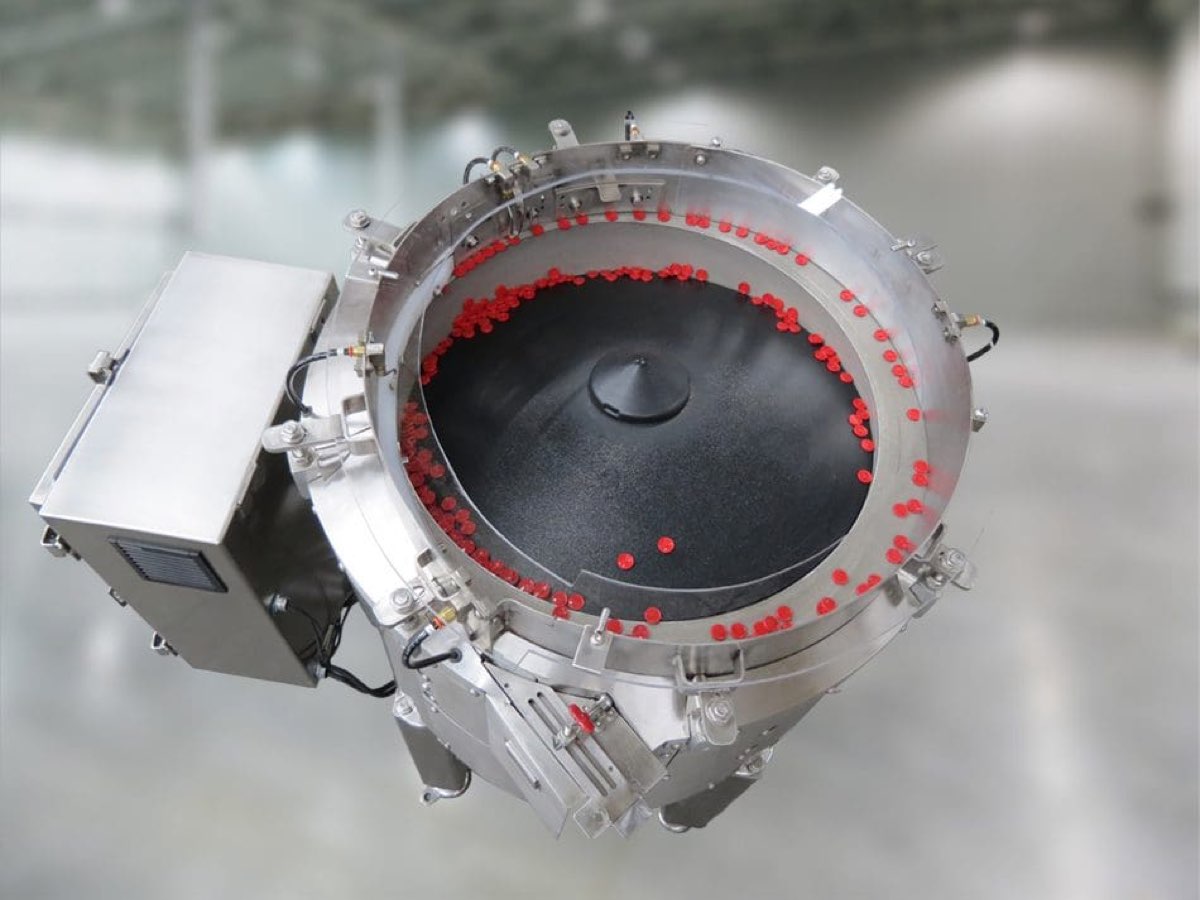
ชิ้นส่วนฉีดพลาสติกดูเหมือนป้อนง่าย มันเบา สม่ำเสมอ และมาจากแม่พิมพ์คงที่ แต่ในทางปฏิบัติมันสร้างความท้าทายที่ไม่ซ้ำกัน ไฟฟ้าสถิตทำให้ชิ้นส่วนเล็กติดผนัง bowl พื้นผิวเป็นรอยง่ายตัดวัสดุ track หลายอย่างออก ชิ้นส่วนบางยืดหยุ่นงอแทนที่จะไถล ทำลายตรรกะจัดวางแนว Runner และ sprue ปนกับชิ้นส่วนดี และเมื่อสายต้องเปลี่ยนระหว่างเวอร์ชันผลิตภัณฑ์ feeder เฉพาะกลายเป็นคอขวด
คู่มือนี้ครอบคลุมกลยุทธ์ที่พิสูจน์แล้วสำหรับการป้อนชิ้นส่วนฉีดพลาสติกผ่านระบบสั่นและยืดหยุ่น จากโครงการผสานรวมการผลิตนับร้อย เราจัดการควบคุมไฟฟ้าสถิต เลือกวัสดุพื้นผิวสัมผัส แยก runner เปลี่ยนผลิตภัณฑ์ และสถาปัตยกรรมระบบจากเครื่องฉีดถึงสถานีประกอบ
นี่เป็นส่วนหนึ่งของซีรีส์ประเภทวัสดุของเรา หากคุณจัดการชิ้นส่วนยาง ดู คู่มือป้อนชิ้นส่วนยาง สำหรับชิ้นส่วนโลหะบาง คู่มือป้อน shim และปั๊ม ครอบคลุมความท้าทายที่คล้ายกัน
ไฟฟ้าสถิต: ศัตรูที่มองไม่เห็นของการป้อนพลาสติก
ไฟฟ้าสถิตเป็นปัญหาที่พบบ่อยที่สุดเมื่อป้อนชิ้นส่วนพลาสติก ABS, โพลีโพรพิลีน, ไนลอน และเทอร์โมพลาสติกอื่น ๆ ส่วนใหญ่สะสมประจุพื้นผิวสูงเมื่อเสียดสีกันหรือผนัง bowl โลหะ ชิ้นส่วนที่มีประจุดึงดูดกัน ติดผนัง bowl และลอยอยู่ใกล้ selector ทำให้เกิดการอุดตันเป็นระยะและการป้อนคู่
ผลกระทบที่รุนแรงที่สุดเกิดขึ้นที่ความชื้นต่ำ โรงงานจำนวนมากทำงานที่ 30-40% ความชื้นสัมพัทธ์ในฤดูหนาว ซึ่งการสะสมไฟฟ้าสถิตรุนแรงที่สุด สายที่ทำงานสมบูรณ์แบบในฤดูร้อนอาจเริ่มผิดพลาดในฤดูใบไม้ร่วงโดยไม่มีการเปลี่ยนแปลงฮาร์ดแวร์
มีสามกลยุทธ์ลดไฟฟ้าสถิตหลัก ประการแรก วัสดุ bowl นำไฟฟ้าหรือกระจาย — เช่น ไนลอนผสมคาร์บอนหรือเหล็กชุบสังกะสี — จัดหาเส้นทางปล่อยประจุลงดิน ประการที่สอง แถบ ion หรือหัวฉีดอากาศ ion ใกล้พื้นที่ track ทำให้ประจุบนชิ้นส่วนเป็นกลางขณะเคลื่อนที่ ประการที่สาม การควบคุมความชื้นในพื้นที่สามารถช่วยได้ แต่ไม่เป็นจริงในสภาพแวดล้อมการผลิต
สำหรับชิ้นส่วนที่ไวต่อ ESD การต่อลงดินเป็นสิ่งจำเป็น Bowl, track และโครงสร้างรองรับควรมีจุดกราวด์ร่วมกัน ตรวจสอบความต่อเนื่องของกราวด์ระหว่างการบำรุงรักษาด้วยมัลติมิเตอร์ ดูเพิ่มเติมเกี่ยวกับกลยุทธ์ควบคุมไฟฟ้าสถิตใน คู่มือควบคุม ESD
ปกป้องพื้นผิว: ลดรอยขีดข่วนและรอยกระแทก
ชิ้นส่วนพลาสติกสำหรับอุปกรณ์ทางการแพทย์ อิเล็กทรอนิกส์เพื่อผู้บริโภค และยานยนต์มักมีข้อกำหนดด้านความสวยงามที่เข้มงวด รอยขีดข่วนเล็กหรือรอยกระแทกบนพื้นผิวที่มองเห็นอาจทำให้ชิ้นส่วนทั้งหมดเสียหาย ดังนั้นวัสดุ bowl และการออกแบบ track ต้องให้ความสำคัญกับการปกป้องพื้นผิว
Bowl ไนลอนธรรมชาติเป็นตัวเลือกที่นิยมที่สุดสำหรับชิ้นส่วนพลาสติกที่อ่อนไหว ไนลอนนุ่มกว่าเหล็กลดแรงกระแทกเมื่อชิ้นส่วนตก Track สามารถเคลือบ Teflon, โพลียูรีเทน หรือกลึงจากไนลอน สำหรับข้อกำหนดที่เข้มงวดกว่า บางโครงการใช้ bowl สแตนเลสพร้อมเคลือบ PTFE เกรดการแพทย์
นอกจากวัสดุ การกำหนดค่า track ก็สำคัญ หลีกเลี่ยงการเปลี่ยนแปลงที่คมระหว่างส่วน track ใช้รัศมีโค้งทุกจุดที่ชิ้นส่วนเปลี่ยนทิศทาง ลดแอมพลิจูดการสั่นในส่วนที่ชิ้นส่วนเคลื่อนที่ช้า ซึ่งมีแนวโน้มสะสมและเสียดสีนานขึ้น
หากชิ้นส่วนมีพื้นผิวกระจกหรือโครเมียม พิจารณา feeder ยืดหยุ่นพร้อมแผ่นซิลิโคนแทนการสั่น ต้นทุนสูงกว่าแต่กำจัดสัมผัสการสั่นทั้งหมด
แยก sprue และ runner: ก่อนป้อน
ชิ้นส่วนฉีดพลาสติกมักมาพร้อม sprue, runner และ gate หากสายป้อนได้รับชิ้นส่วนที่ยังติด runner bowl ต้องจัดการทั้งชิ้นส่วนและขยะพร้อมกัน สิ่งนี้มักทำให้เกิดการอุดตัน จัดวางแนวผิด และอัตราความล้มเหลวสูง
กลยุทธ์ที่ดีที่สุดคือแยกรunnerก่อนชิ้นส่วนเข้า feeder ในปริมาณสูง หุ่นยนต์หยิบตัด gate ทันทีที่นำชิ้นส่วนออกจากแม่พิมพ์ Runner ถูกปล่อยลงในภาชนะแยก ชิ้นส่วนถูกวางลงใน feeder สะอาด
เมื่อหุ่นยนต์หยิบไม่พร้อม เครื่องตัด gate เฉพาะระหว่างเครื่องฉีดและ feeder สามารถแยกชิ้นส่วนออกจาก runner ชิ้นส่วนที่ตัดแล้วตกลงใน bowl สั่นผ่านท่อนำทาง ในขณะที่ runner ถูกส่งไปยังเครื่องบดเพื่อนำกลับมาใช้ใหม่
สำหรับแม่พิมพ์หลายโพรง runner อาจซับซ้อนกว่า บางโครงการใช้สถานีตัด gate ด้วยมือเป็นโซลูชันชั่วคราว แต่ไม่ขยาย แผนระยะยาวควรรวมหุ่นยนต์หยิบผสานรวมหรือระบบตัด gate อัตโนมัติ
ชิ้นส่วนผนังบางและยืดหยุ่น: ความท้าทายพิเศษ
ชิ้นส่วนผนังบางต่ำกว่า 1 มม. — เช่น แผ่นไดอะแฟรม ฝาปิด snap-fit และปะเก็นพลาสติก — มีแนวโน้มงอ พับ หรือติดกัน มันไม่คงรูปทรงคงที่เหมือนชิ้นส่วนที่แข็งกว่า ทำให้ track ที่อิงรูปทรงมีประสิทธิภาพน้อยลง
สำหรับชิ้นส่วนผนังบาง มีสามกลยุทธ์หลัก ประการแรก ลดแอมพลิจูดการสั่นเพื่อป้องกันงอมากเกินไป ประการที่สอง ใช้ track แม่เหล็กเบา (หากชิ้นส่วนมีองค์ประกอบโลหะ) หรือ track สูญญากาศเพื่อรักษาชิ้นส่วนให้แบน ประการที่สาม สำหรับชิ้นส่วนบางมาก feeder ยืดหยุ่นพร้อม pick-and-place สูญญากาศเชื่อถือได้มากกว่า bowl สั่น
ชิ้นส่วนยืดหยุ่นยังมีแนวโน้มติดกันเนื่องจากไฟฟ้าสถิตและแรงแวนเดอร์วาลส์ แปรงนุ่มที่ทางเข้า bowl หรือม่านอากาศแรงดันต่ำระหว่างชิ้นส่วนสามารถช่วยแยกมัน ดู คู่มือป้อนชิ้นส่วนยาง สำหรับเพิ่มเติมเกี่ยวกับการจัดการชิ้นส่วนนุ่มยืดหยุ่น
เปลี่ยนผลิตภัณฑ์เร็ว: จากเฉพาะสู่ยืดหยุ่น
หนึ่งในจุดเจ็บปวดที่ใหญ่ที่สุดในการผลิตชิ้นส่วนพลาสติกคือการเปลี่ยนผลิตภัณฑ์บ่อย Feeder เฉพาะสำหรับชิ้นส่วนเดียวทำงานดีเยี่ยม แต่เมื่อสายต้องเปลี่ยนเป็นชิ้นส่วนอื่น การเปลี่ยนฮาร์ดแวร์อาจใช้เวลา 30-60 นาที
เครื่องมือเปลี่ยนเร็วแก้ปัญหานี้ ด้วยระบบ insert โมดูลาร์ ฐาน bowl เดียวกันสามารถยอมรับชุด track และ selector ต่างกันสำหรับชิ้นส่วนต่างกัน เวลาเปลี่ยนลดลงเหลือ 5-15 นาที ดูเพิ่มเติมใน คู่มือเครื่องมือเปลี่ยนเร็ว
สำหรับครอบครัวชิ้นส่วนที่มีรูปทรงต่างกันมาก feeder ยืดหยุ่นพร้อมการจดจำภาพเป็นตัวเลือกที่ดีกว่า ระบบยืดหยุ่นของ Huben รองรับชิ้นส่วนพลาสติก 3 ถึง 100 มม. พร้อมเปลี่ยนตามสูตรในเวลากว่า 10 นาที ความเร็วต่ำกว่า bowl เฉพาะ (ปกติ 20-80 ppm เทียบกับ 60-200 ppm) แต่ความยืดหยุ่นเหนือกว่า
เกณฑ์การตัดสินใจเหมือนกับการ เปรียบเทียบ bowl กับ tray ใด ๆ: จำนวนตัวแปร ความถี่เปลี่ยน และความอดทนเวลาเปลี่ยนเทียบความต้องการ throughput สูงสุด
ผสานรวมกับเครื่องฉีด: จากแม่พิมพ์สู่ประกอบ
Feeder พลาสติกมักทำหน้าที่เป็นสะพานระหว่างเครื่องฉีดและสถานีประกอบ สถาปัตยกรรมระบบมีสามรูปแบบทั่วไป:
รูปแบบที่ 1: หุ่นยนต์หยิบโดยตรง หุ่นยนต์นำชิ้นส่วนจากแม่พิมพ์ ตัด gate และวางลงใน jig ประกอบโดยตรง ไม่ต้องการ feeder รุ่นนี้ทำงานดีสำหรับชิ้นส่วนขนาดใหญ่ วงจรยาว
รูปแบบที่ 2: Bowl ระดับกลาง หุ่นยนต์หยิบชิ้นส่วน ตัด gate ปล่อยชิ้นส่วนลงใน bowl สั่น Bowl จัดวางแนวและป้อนสถานีประกอบ เหมาะสำหรับชิ้นส่วนเล็กถึงกลางที่ต้องการจัดวางแนวแม่นยำ
รูปแบบที่ 3: ตกผ่านท่อนำ ชิ้นส่วนตกจากแม่พิมพ์ผ่านท่อเลื่อนแรงโน้มถ่วงเข้า bowl ใช้ได้สำหรับชิ้นส่วนง่าย แต่จัดการ runner หรือชิ้นส่วนเหนียวไม่ได้
การเลือกรูปแบบขึ้นอยู่กับขนาดชิ้นส่วน ข้อกำหนดจัดวางแนว วงจรเครื่องฉีด และระยะทางระหว่างสถานี สายที่ประมวลผลทั้งชิ้นส่วนพลาสติกและฮาร์ดแวร์โลหะเล็กมักใช้ feeder หลายช่อง แต่ละช่องเหมาะสมกับวัสดุชนิดหนึ่ง
กฎการออกแบบสำหรับระบบป้อนชิ้นส่วนฉีดพลาสติก
- ประเมินความไวไฟฟ้าสถิตก่อน ทดสอบด้วยชิ้นส่วนแห้งที่ความชื้นต่ำ ไม่ใช่แค่สภาพห้องทดลอง
- เลือกวัสดุ bowl ตามข้อกำหนดพื้นผิว ชิ้นส่วนความสวยงามต้องการไนลอนหรือเคลือบนุ่ม ชิ้นส่วนฟังก์ชันใช้สแตนเลสได้
- วางแผนแยกรunnerในขั้นตอนออกแบบระบบ อย่ารอจนทดสอบรันจึงจัดการ runner
- ออกแบบสำหรับเปลี่ยนผลิตภัณฑ์ตั้งแต่เริ่มต้น แม้ปัจจุบันรันชิ้นส่วนเดียว เตรียมขยาย
- ลดแอมพลิจูดสั่นในส่วน track ช้า ชิ้นส่วนพลาสติกที่เคลื่อนที่ช้ามีแนวโน้มสะสมและเสียดสี
- ตรวจสอบด้วยชิ้นส่วนการผลิตจริง ชิ้นส่วนจากแม่พิมพ์ทดลองอาจแตกต่างจากชิ้นส่วนการผลิตในโค้ง flash และไฟฟ้าสถิต
อ้างอิงวัสดุพลาสติกและพารามิเตอร์การป้อน
| ประเภทพลาสติก | การใช้งานทั่วไป | ไวไฟฟ้าสถิต | ไวพื้นผิว | ความแข็ง | ความเร็วป้อน (ppm) |
|---|---|---|---|---|---|
| ABS | เปลือกอิเล็กทรอนิกส์ อุปกรณ์ | สูง | ปานกลาง | แข็ง | 40 - 150 |
| PP (โพลีโพรพิลีน) | บรรจุภัณฑ์ ฝาปิด | สูง | ต่ำ | กึ่งยืดหยุ่น | 30 - 120 |
| PA6/PA66 (ไนลอน) | ชิ้นส่วนยานยนต์ ตัวเชื่อมต่อ | ปานกลาง | ต่ำ | แข็ง | 50 - 180 |
| PC (โพลีคาร์บอเนต) | เลนส์ เปลือกใส | ปานกลาง | สูง | แข็งเปราะ | 30 - 100 |
| POM (อะซีทัล) | เฟือง แบริ่ง | ต่ำ | ปานกลาง | แข็ง | 60 - 200 |
| TPU (โพลียูรีเทน) | ปะเก็น ท่อยืดหยุ่น | ปานกลาง | ปานกลาง | กึ่งยืดหยุ่น | 20 - 80 |
รายการตรวจสอบก่อนขอใบเสนอราคา
- ส่งชิ้นส่วนการผลิตจริงจากแม่พิมพ์ผลิต ชิ้นส่วนแม่พิมพ์ทดลองอาจไม่แทนความแปรปรวนการผลิต
- ระบุประเภทพลาสติกและสารเติมแต่งใด ๆ สารเติมแต่งต้านสถิต สารหล่อลื่น และฟิลเลอร์ส่งผลต่อพฤติกรรมการป้อน
- รวม runner และ sprue แสดงสถานะชิ้นส่วนก่อนแยกให้ผู้จัดหาเห็น
- ระบุข้อกำหนดพื้นผิวความสวยงาม ชิ้นส่วนคลาส A (มองเห็น) ต้องการการจัดการพื้นผิวต่างกันจากคลาส B (ฟังก์ชัน)
- อธิบายกระบวนการเปลี่ยนผลิตภัณฑ์ที่ต้องการ ความถี่เปลี่ยนและเวลายอมรับได้กำหนดประเภท feeder
- ระบุวงจรเครื่องฉีดและระยะทางสถานีประกอบ สิ่งนี้กำหนดความจุ buffer และวิธีการขนส่ง
Huben Automation ออกแบบระบบป้อนชิ้นส่วนฉีดพลาสติกรอบการควบคุมไฟฟ้าสถิต ปกป้องพื้นผิว และผสานรวมอย่างราบรื่นกับสายฉีด-ประกอบ หากทีมของคุณกำลังประเมิน แอปพลิเคชันป้อนพลาสติก ส่งชิ้นส่วนตัวอย่างและความต้องการสายให้เรา เพื่อตรวจสอบความเป็นไปได้
คำถามที่พบบ่อย
ฉันจะควบคุมไฟฟ้าสถิตเมื่อป้อนชิ้นส่วนพลาสติกอย่างไร
การควบคุมไฟฟ้าสถิตต้องการแนวทางสามชั้น ใช้วัสดุ bowl นำไฟฟ้าหรือกระจาย (ไนลอนผสมคาร์บอน เหล็กชุบสังกะสี) เพื่อจัดหาเส้นทางปล่อยประจุ ติดตั้งแถบ ion หรือหัวฉีดอากาศ ion ใกล้ track เพื่อทำให้ประจุบนพื้นผิวชิ้นส่วนเป็นกลาง ต่อกราวด์องค์ประกอบโลหะทั้งหมดและตรวจสอบความต่อเนื่องกราวด์เป็นประจำ สำหรับชิ้นส่วนไวต่อ ESD ดู คู่มือควบคุม ESD
วัสดุ bowl ใดดีที่สุดสำหรับชิ้นส่วนพลาสติกที่ต้องการพื้นผิวสูง
สำหรับชิ้นส่วนความสวยงามสูง bowl ไนลอนธรรมชาติหรือ bowl สแตนเลสเคลือบ PTFE เป็นตัวเลือกที่ดีที่สุด ไนลอนลดแรงกระแทกและไม่ทิ้งรอยบนพื้นผิวพลาสติก PTFE ให้สัมประสิทธิ์แรงเสียดทานต่ำและทนต่อการติด หลีกเลี่ยง bowl เหล็กไม่เคลือบสำหรับชิ้นส่วนที่มองเห็น
ฉันควรแยกรunnerก่อนป้อนหรือไม่
ใช่ ในกรณีส่วนใหญ่ แยก runner ก่อนเข้า feeder ลดการอุดตัน จัดวางแนวผิด และอัตราความล้มเหลวอย่างมีนัยสำคัญ ใช้หุ่นยนต์หยิบพร้อมเครื่องตัด gate หรือเครื่องตัด gate เฉพาะระหว่างเครื่องฉีดและ feeder Runner ถูกส่งไปยังเครื่องบดเพื่อนำกลับมาใช้ใหม่
ฉันจะป้อนชิ้นส่วนผนังบางต่ำกว่า 1 มม. อย่างไร
ลดแอมพลิจูดสั่น ใช้ track เคลือบนุ่ม และพิจารณา feeder ยืดหยุ่นพร้อม pick-and-place สูญญากาศสำหรับชิ้นส่วนบางมาก ชิ้นส่วนผนังบางมีแนวโน้มงอและติดกัน ทำให้ track สั่นแบบดั้งเดิมมีประสิทธิภาพน้อยลง แปรงนุ่มหรือกระแสอากาศแรงดันต่ำที่ทางเข้า bowl สามารถช่วยแยกชิ้นส่วน
ฉันสามารถเปลี่ยนผลิตภัณฑ์เร็วบน feeder พลาสติกได้หรือไม่
ใช่ ระบบเครื่องมือเปลี่ยนเร็วอนุญาตให้ฐาน bowl เดียวกันยอมรับ insert ต่างกันสำหรับชิ้นส่วนต่างกัน ลดเวลาเปลี่ยนจาก 30-60 นาทีเหลือ 5-15 นาที สำหรับตัวแปรต่างกันมาก feeder ยืดหยุ่นพร้อมการจดจำภาพอนุญาตเปลี่ยนตามสูตรในเวลากว่า 10 นาที
เมื่อใดควรใช้ feeder ยืดหยุ่นแทน bowl เฉพาะ
Feeder ยืดหยุ่นเหมาะสมเมื่อคุณประมวลผลตัวแปรชิ้นส่วนหลายตัวบนสายเดียวกัน เปลี่ยนผลิตภัณฑ์บ่อย (หลายครั้งต่อกะ) หรือชิ้นส่วนไวเกินไปสำหรับการสัมผัสการสั่น Bowl เฉพาะเหมาะสำหรับปริมาณสูง ชิ้นส่วนคงที่ ที่ความเร็วสูงสุดคือลำดับความสำคัญแรก
พร้อมที่จะทำระบบอัตโนมัติในการผลิตของคุณ?
รับคำปรึกษาฟรีและใบเสนอราคาละเอียดภายใน 12 ชั่วโมงจากทีมวิศวกรของเรา


