Вибрационный питатель для клемм: Руководство по ориентации обжимным концом и нейлоновым бункерам
Практическое руководство по вибрационным питателям для клемм. Охватывает ориентацию обжимным концом, преимущества нейлонового бункера, ESD-соображения и оптимизацию скорости подачи для клемм проводов.
Ключевые задачи
Проблемы подачи клемм в производстве жгутов проводов
Проволочные клеммы — это мелкие прецизионно штампованные металлические компоненты, используемые при сборке жгутов проводов и кабелей. Их асимметричная геометрия — с обжимной гильзой на одном конце и контактом или усиком на другом — требует стабильной ориентации для автоматизированных процессов обжима и установки. Большинство задач подачи клемм требуют подачи клеммы обжимным концом вперёд, с открытой гильзой, обращённой к обжимному инструменту. Достижение этой ориентации с надёжностью на скоростях 100–200 клемм в минуту — основная проблема подачи клемм.
Оловянное и золотое покрытие на контактных поверхностях клемм должно сохраняться при подаче. Поцарапанное или повреждённое покрытие увеличивает контактное сопротивление и может вызвать прерывистые электрические соединения в готовом изделии. Тонкий слой покрытия (обычно 1–5 мкм для олова, 0,1–0,8 мкм для золота) обеспечивает минимальную защиту от истирания о жёсткие поверхности оснастки, что делает выбор материала бункера критически важным.
Малый размер большинства клемм (3–15 мм общей длины) и их высокие объёмы производства делают скорость подачи ключевым показателем производительности. Системы подачи клемм должны балансировать точность ориентации с производительностью, так как даже кратковременные перебои в подаче могут остановить последующие обжимные машины и остановить всю линию обработки проводов.
Ориентация по обжимному концу
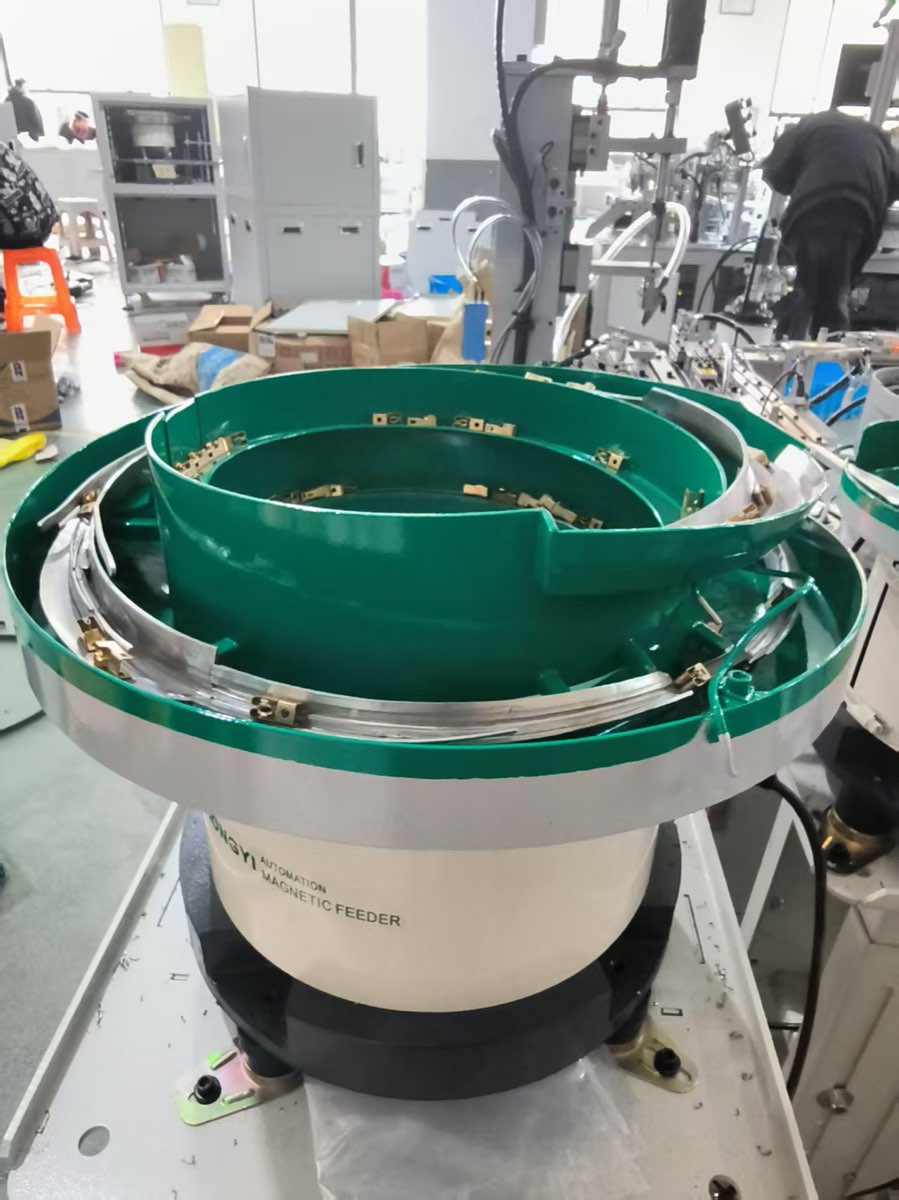
Ориентация клемм основана на геометрической разнице между обжимной гильзой и контактным концом. Используются несколько подходов к оснастке:
- Селектор ширины — Обжимная гильза обычно шире контактного усика. Сужающийся участок жёлоба позволяет узкому контактному концу проходить, в то время как более широкий обжимной конец задерживается и перенаправляется. Это самый простой и надёжный метод для клемм со значительной разницей в ширине.
- Селектор высоты — Открытые обжимные гильзы выше контактных усиков. Перемычка над жёлобом, установленная на промежуточной высоте, позволяет контактному концу проходить, сбивая клеммы обжимным концом вперёд обратно для повторной ориентации.
- Профильный жёлоб — Специально профилированный жёлоб, который поддерживает клемму только в правильной ориентации, позволяя неправильно ориентированным клеммам падать обратно в бункер.
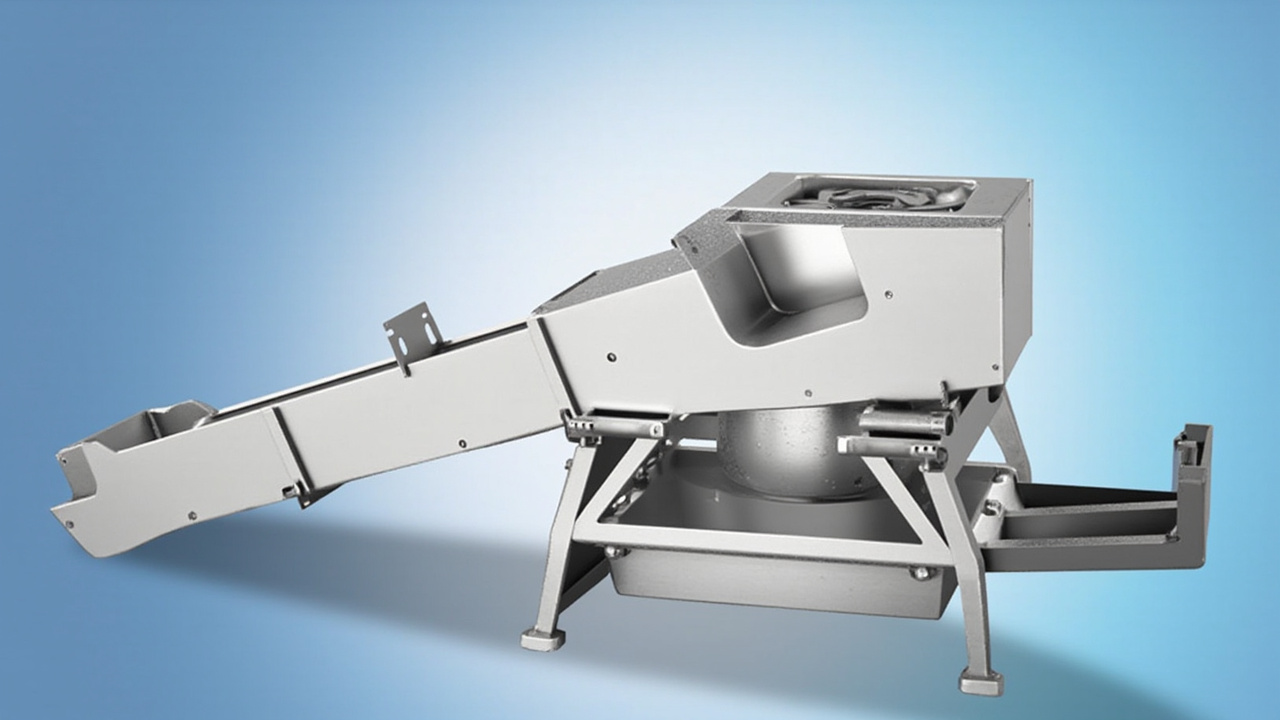
Преимущества нейлоновых бункеров для клемм
Нейлоновые бункеры рекомендуются для подачи клемм по нескольким причинам:
- Защита покрытия — Мягкая нейлоновая поверхность предотвращает повреждение тонкого оловянного или золотого покрытия на контактных поверхностях клемм.
- Снижение шума — Нейлон значительно снижает шум от контакта металлических клемм с поверхностью бункера.
- ESD-безопасность — Нейлон можно изготовить с проводящими добавками для рассеивания статических зарядов.
- Лёгкий вес — Нейлоновые бункеры значительно легче металлических, что упрощает установку и замену.
Рекомендуемая продукция
Готовы автоматизировать производство?
Получите бесплатную консультацию и детальный расчёт от нашей инженерной команды в течение 12 часов.