Вибрационный питатель для штампованных деталей: Руководство по обработке масляных остатков, ПУ-покрытию и крупным бункерам
Полное руководство по вибрационным питателям для штампованных деталей. Охватывает обработку масляных остатков, ориентацию сложной геометрии, ПУ-покрытие для снижения шума и выбор крупных бункеров для штампованных деталей.
Ключевые задачи
Проблемы подачи штампованных деталей в автомобилестроении и металлообработке
Металлические штампованные детали представляют уникальную комбинацию проблем подачи, отличающую их от крепежа, электронных компонентов и других часто подаваемых типов деталей. Штамповочный процесс оставляет остатки вытяжного масла, смазки и металлической пыли на поверхностях деталей, создавая скользкую, загрязнённую среду подачи, ухудшающую работу оснастки и требующую частой очистки. Свежие после штамповочной матрицы детали могут также иметь острые кромки, заусенцы и облой, которые могут повредить поверхности питателя и создать опасность для операторов, работающих с оборудованием.
Сложная геометрия — вторая определяющая проблема. Штампованные детали часто имеют неправильную форму — кронштейны, зажимы, корпуса, контакты и конструкционные компоненты — которые не поддаются простой механической ориентации. В отличие от винтов с их асимметрией головка-стержень или шайб с их простым плоским профилем, штампованные детали могут иметь изгибы, фланцы, выступы и вырезы, создающие несколько устойчивых положений покоя, только одно из которых является правильным для последующего процесса.
Шум — третья значительная проблема. Металлические штампованные детали, вибрирующие о голый бункер из нержавеющей стали, генерируют уровень шума 80–95 дБ(А), что значительно превышает предельно допустимые уровни профессионального воздействия в большинстве юрисдикций. Без снижения шума операторы должны использовать средства защиты слуха, а питатель может нарушать нормативы по шуму на рабочем месте. Это делает выбор покрытия бункера не только вопросом производительности, но и вопросом нормативного соответствия.
Обработка масляных остатков в питателях штампованных деталей
Штамповочное масло и остатки смазки влияют на производительность питателя несколькими способами: снижает трение между деталями и поверхностью жёлоба, вызывая скольжение деталей вместо вибрационного перемещения вперёд; вызывает слипание деталей, препятствуя разделению; и накапливается на поверхностях оснастки, изменяя допуски и эффективность ориентации.
Эффективные стратегии обработки масляных остатков включают:
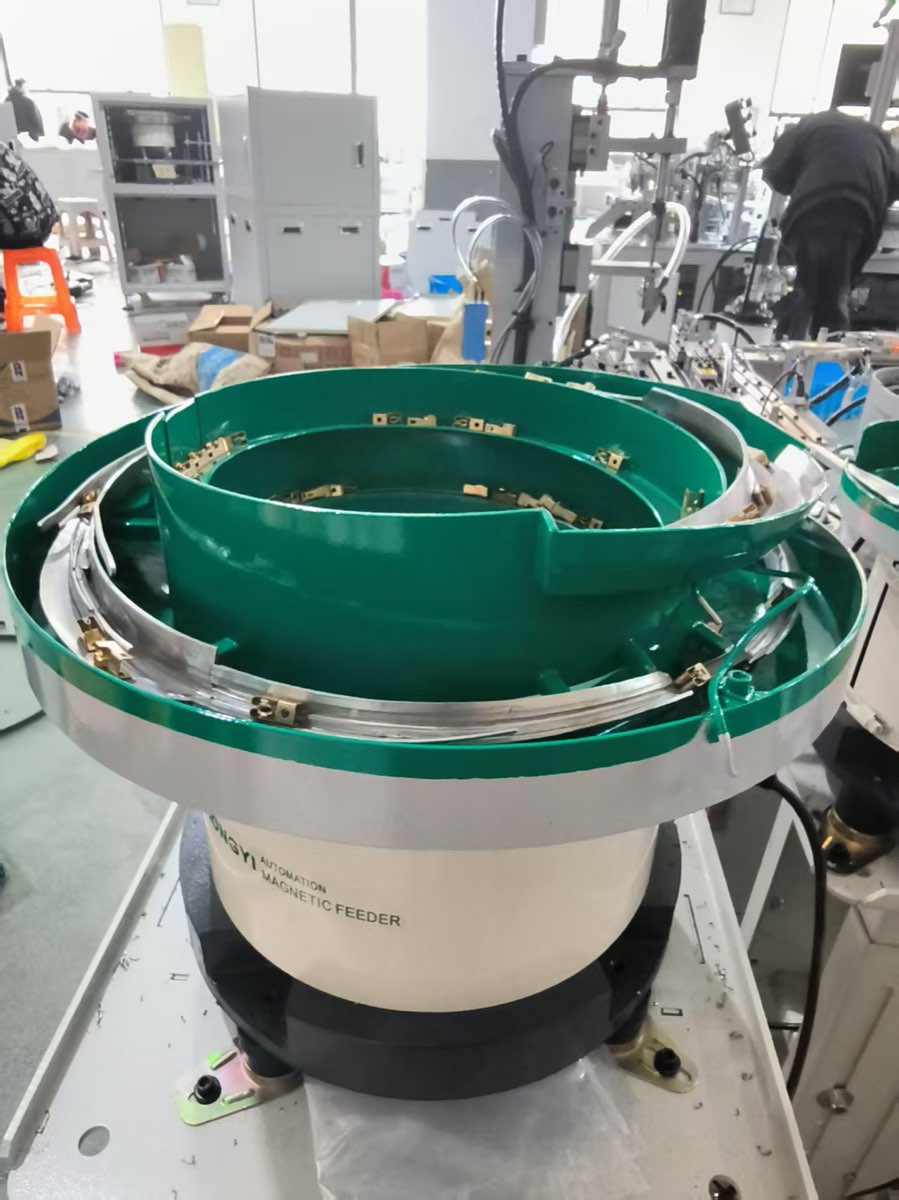
- ПУ-покрытие — Полиуретановое покрытие бункера обеспечивает поверхность с высоким трением, которая сохраняет сцепление с масляными деталями, обеспечивая надёжное вибрационное перемещение вперёд.
- Перфорированные жёлобы — Жёлобы с перфорацией позволяют маслу стекать через отверстия, предотвращая накопление на поверхности жёлоба.
- Системы дренажа — Интегрированные системы дренажа в основании бункера собирают и отводят масло, предотвращая повторное загрязнение деталей.
- Регулярная очистка — Конструкция с быстроразъёмной оснасткой позволяет легко снимать и очищать компоненты жёлобов для поддержания производительности.
Снижение шума для штампованных деталей
Снижение шума — критическое требование для питателей штампованных деталей:
- Полиуретановое покрытие — Снижает шум на 10–15 дБ, обеспечивая мягкую поверхность, поглощающую ударную энергию металлических деталей.
- Шумозащитный кожух — Полностью закрывающий кожух вокруг питателя снижает шум ещё на 10–15 дБ, доводя общий уровень до приемлемых значений.
- Щёточное (флоковое) покрытие — Обеспечивает максимальное шумоподавление для особенно шумных применений, хотя может быть менее долговечным при подаче острых деталей.
Рекомендуемая продукция

Готовы автоматизировать производство?
Получите бесплатную консультацию и детальный расчёт от нашей инженерной команды в течение 12 часов.
Похожие статьи
Automotive Parts Feeding Solutions: Vibratory Feeders for Auto Manufacturing
11 min read
Vibratory Bowl Feeder Materials Guide: Stainless Steel, Aluminum & Nylon Compared
10 min read