Вибрационный питатель для резиновых уплотнений: преодоление трения, вложенности и прилипания
Резиновые уплотнения — одни из самых сложных деталей для надёжной подачи
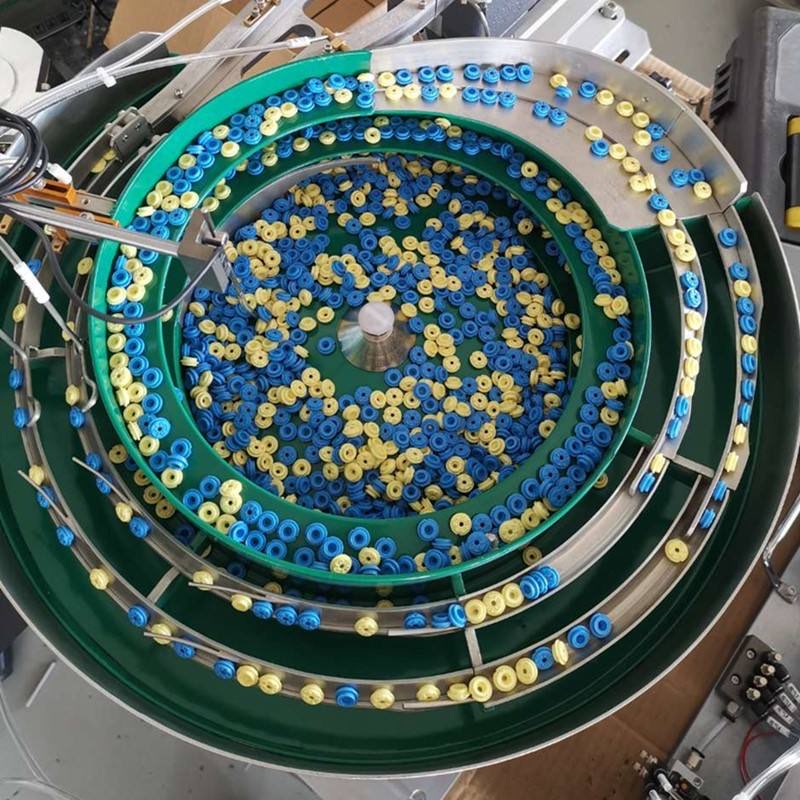
Резиновые уплотнения, O-кольца, прокладки и аналогичные эластомерные компоненты выглядят просто на чертеже. В вибрационном питателе они становятся одними из самых проблемных деталей. Высокое трение замедляет движение по дорожке. Гибкая геометрия делает ориентацию непредсказуемой. Поверхностная липкость приводит к слипанию деталей или прилипанию к стенке чаши. А вложенность — когда одно уплотнение входит в другое — превращает объёмную загрузку в стопку сцепленных колец, которые питатель не может разделить.
Эти проблемы не являются частными случаями. Это типичное поведение для большинства применений подачи резиновых уплотнений. Питатель, подающий металлический крепёж со скоростью 200 шт/мин, может выдавать резиновые уплотнения со скоростью 40-60 шт/мин с частым вмешательством оператора или вообще не работать без специальных конструктивных доработок.
В этой статье рассматриваются инженерные стратегии, обеспечивающие работу подачи резиновых уплотнений: оснастка против вложенности, низкофрикционные покрытия дорожек, настройка амплитуды и частоты для эластомеров, методы смазки и выбор между чашечными и гибкими питателями для резиновых деталей. Для более широкого контекста по обработке мягких материалов см. наше руководство по системе подачи O-колец и руководство по подаче резиновых деталей.
Четыре основные проблемы подачи резиновых уплотнений
Понимание причин неправильной подачи резиновых уплотнений требует рассмотрения четырёх различных механизмов. Каждый влияет на поведение питателя независимо, и вместе они складываются в ненадёжную работу, с которой сталкиваются многие производственные команды.
Высокое трение и медленное движение по дорожке
Эластомерные материалы имеют коэффициенты трения в 3-10 раз выше, чем сталь или твёрдые пластики. Статический коэффициент трения NBR (нитрильного) каучука по нержавеющей стали составляет 0,5-1,2, по сравнению с 0,15-0,3 для стали по стали. Это означает, что резиновые уплотнения сопротивляются микробросковому движению, за счёт которого вибрационные питатели продвигают детали по дорожке.
На практике уплотнения движутся медленно, скапливаются на дне чаши и не могут подниматься по дорожке с расчётной скоростью. Увеличение амплитуды вибрации для компенсации часто ухудшает проблему — детали хаотично подпрыгивают вместо плавного продвижения, и ориентирующая оснастка не может стабильно их захватывать.
Вложенность и сцепление
Вложенность — самая характерная проблема при подаче резиновых уплотнений. O-кольца, квадратные кольца и сальники сконструированы для установки на валы и в канавки — а значит, они также входят друг в друга. При объёмной загрузке в чашу уплотнения вкладываются концентрически, образуя стопки, которые питатель не может разделить только вибрацией.
Вложенные пары или тройки перемещаются как единое целое. Они выводят из строя ориентирующую оснастку, поскольку комбинированная геометрия не соответствует профилю одной детали. Они застревают в селекторах и отсекателях. И создают ложные подсчёты на выходе, где «одна» деталь на самом деле — две или три слипшиеся.
Поверхностная липкость и прилипание
Многие резиновые соединения обладают поверхностной липкостью — лёгкой адгезией, вызывающей слипание деталей друг с другом или с поверхностью питателя. Это особенно выражено у свежих NBR и силиконовых деталей, не обработанных тальком или разделительным составом. Липкость приводит к перемещению деталей парами, прилипанию к стенке чаши вместо возврата на дорожку и сопротивлению разделению в зоне входа.
Температура и влажность усиливают эффект. Питатель, приемлемо работающий при 20 °C, может стать ненадёжным при 28 °C, поскольку поверхность эластомера слегка размягчается и липкость увеличивается. Это одна из причин, почему питатели резиновых уплотнений часто работают по-разному от смены к смене или от сезона к сезону.
Гибкая геометрия и нестабильность ориентации
Резиновые уплотнения деформируются под собственным весом и под действием вибрационных сил в чаше. O-кольцо, которое должно представать как плоское кольцо, может поступать на выход перекрученным, сложенным или сжатым. Сальники и прокладки с асимметричным профилем могут изгибаться настолько, что проходят через ориентирующую оснастку в неправильном положении, возвращаясь в правильную форму после точки оснастки.
Это делает выход ориентации непредсказуемым. Механический селектор, работающий с надёжностью 99% на жёсткой детали, может снизиться до 85-90% на гибком уплотнении того же номинального размера, поскольку деталь деформируется достаточно в момент отбора, чтобы пройти в неправильном состоянии.
| Проблема | Основной симптом | Корневая причина | Эффективная мера |
|---|---|---|---|
| Высокое трение | Медленное или остановившееся движение по дорожке | Коэффициент трения эластомера по металлу в 3-10× выше стали | Низкофрикционное покрытие + настройка амплитуды |
| Вложенность | Сцепленные пары деталей на выходе | Концентрическая геометрия допускает штабелирование | Оснастка против вложенности + контролируемая загрузка чаши |
| Поверхностная липкость | Детали прилипают друг к другу или к стенке чаши | Адгезионная поверхностная энергия эластомера | Сухой спрей PTFE + открытая геометрия входа |
| Гибкая геометрия | Низкий выход ориентации | Деталь деформируется при прохождении оснастки | Широкие допуски оснастки + визуальная проверка |
Конструкция оснастки против вложенности
Предотвращение вложенности — первый инженерный приоритет для любого питателя резиновых уплотнений. Если детали поступают на дорожку уже вложенными, никакая последующая оснастка не решит проблему. Разделение должно происходить на входе в чашу, до того как детали достигнут зоны ориентации.
Конструкция зоны входа
Зона входа — переход от дна чаши к поднимающейся дорожке — это место, где вложенность должна быть разрушена. Существует несколько проверенных стратегий:
- Ступенчатые подъёмные пластины: Вместо одного края дорожки используйте две или три ступенчатые пластины на немного разной высоте. Вложенная пара встречает первую ступень, и внутреннее уплотнение с большей вероятностью отделится, поскольку внешнее уплотнение первым цепляется за край. Это наиболее широко используемая функция против вложенности для O-колец.
- Центральный конус с радиальными пазами: Приподнятый конус в центре чаши с радиальными пазами позволяет одиночным уплотнениям проходить, но заставляет вложенные стопки разделяться при встрече с краями пазов. Эффективно для уплотнений с наружным диаметром от 10 мм до 80 мм.
- Воздушное разделение: Направленная воздушная струя в зоне входа выдувает внутреннее уплотнение из вложенной пары. Хорошо работает для лёгких уплотнений массой до 5 граммов, но требует стабильного воздухоснабжения и увеличивает шум.
- Снижение уровня загрузки чаши: Поддержание загрузки чаши на уровне 20-30% от ёмкости (против 60-70% для металлических деталей) снижает давление, вынуждающее уплотнения во вложенные конфигурации. Это самое простое изменение и часто наиболее эффективное, хотя сокращает время работы без обслуживания.
Геометрия дорожки для уплотнений
После разделения уплотнения нуждаются в геометрии дорожки, препятствующей повторной вложенности. V-образная канавка является стандартом для O-колец, поскольку V-образная форма обхватывает поперечное сечение кольца и предотвращает посадку одного кольца на другое. Угол канавки должен составлять 90-120°, а глубина — 0,6-0,8 от диаметра поперечного сечения уплотнения.
Для плоских прокладок и сальников лучше подходит плоская дорожка с центральным ребром или приподнятым краем. Ребро предотвращает переворот уплотнения и создаёт стабильное рабочее положение, которое может использовать последующая оснастка.
Низкофрикционные покрытия дорожек для резины
Выбор покрытия — второе критическое проектное решение для питателей резиновых уплотнений. Покрытие должно достаточно снизить трение для плавного продвижения деталей, выдерживать абразивный эффект постоянного контакта с резиной и не переносить материал на поверхность детали.
| Тип покрытия | Коэфф. трения по резине | Срок службы | Лучшее применение | Ограничения |
|---|---|---|---|---|
| PTFE (Тефлон) | 0,04-0,10 | 3-6 месяцев | Низкая скорость, малый объём, максимальное скольжение | Быстро изнашивается при непрерывной работе |
| Твёрдый хром | 0,12-0,20 | 12-24 месяца | Серийное производство, детали с маслом | Дорого, требует переделки при износе |
| Полиуретан (PU) | 0,25-0,40 | 8-14 месяцев | Общая подача резиновых уплотнений | Более высокое трение, чем PTFE или хром |
| Нейлон (PA6) вставка | 0,15-0,25 | 6-12 месяцев | Точки контакта оснастки, съёмные | Только для локальных участков |
| Химический никель + PTFE | 0,08-0,15 | 10-18 месяцев | Лучший баланс скольжения и долговечности | Более высокая начальная стоимость |
Для большинства производственных питателей резиновых уплотнений химическое никелирование с частицами PTFE (Ni-PTFE) обеспечивает лучший практический баланс. Никелевая матрица обеспечивает твёрдость и износостойкость, а встроенные частицы PTFE создают самосмазывающуюся поверхность, снижающую трение по резине. Покрытие служит 10-18 месяцев при непрерывной эксплуатации и может быть повторно нанесено во время планового обслуживания.
Твёрдый хром — второй выбор для высокопроизводительных применений, где детали несут масло или смазку, уже снижающую трение. Хром чрезвычайно долговечен, но обеспечивает меньшее скольжение по сухой резине, чем Ni-PTFE. Он также более дорог в нанесении и ремонте.
Покрытия только из PTFE обеспечивают наименьшее трение, но изнашиваются за 3-6 месяцев в производственных условиях. Их лучше оставлять для прототипов питателей, малых объёмов или как временную меру при выборе более долговечного покрытия.
Настройки амплитуды и частоты для резины
Резиновые уплотнения требуют других параметров вибрации, чем металлические детали. Цель — достаточная энергия для преодоления трения и продвижения деталей, но не настолько большая, чтобы детали хаотично подпрыгивали или деформировались при ориентации.
- Амплитуда: Снизьте до 50-70% от настройки, используемой для металлических деталей аналогичного размера. Для O-кольца 30 мм типичная амплитуда составляет 0,8-1,2 мм от пика до пика, по сравнению с 1,5-2,5 мм для стального винта M6.
- Частота: Большинство питателей резиновых уплотнений работают на 50-60 Гц. Более низкие частоты (25-30 Гц) могут работать для крупных тяжёлых уплотнений, но снижают скорость подачи. Более высокие частоты увеличивают отскок и обычно контрпродуктивны.
- Настройка контроллера: Используйте контроллер с точной регулировкой амплитуды (шаг 1% или лучше). Поведение резиновых уплотнений чувствительно к малым изменениям амплитуды — сдвиг в 5% может быть разницей между стабильной подачей и постоянными застреваниями.
- Поведение при запуске: Запрограммируйте плавный разгон (2-3 секунды) вместо мгновенного старта. Резкое включение вибрации вызывает разбрасывание резиновых деталей, увеличивая вложенность при запуске.
Ключевой принцип: питатели резиновых уплотнений должны работать на минимальной амплитуде, обеспечивающей требуемую скорость подачи. Любая дополнительная амплитуда сверх этого порога создаёт проблемы, не улучшая производительность.
Стратегии смазки для подачи резиновых уплотнений
Смазка может значительно улучшить работу подачи резиновых уплотнений, но должна применяться осторожно. Неправильная смазка загрязняет детали, притягивает пыль или разрушает эластомер со временем.
Сухой спрей PTFE — наиболее широко принятый метод смазки для питателей резиновых уплотнений. Он наносит тонкую PTFE-плёнку на поверхность дорожки, снижая трение без влажного остатка. Спрей PTFE можно периодически наносить во время работы — обычно каждые 2-4 часа — и он не влияет на большинство эластомерных материалов. Он также совместим с последующими процессами, поскольку плёнка сухая и минимальная.
Силиконовый спрей обеспечивает отличное скольжение, но оставляет влажный остаток, который может мешать последующим процессам склейки, герметизации или контроля. Он также притягивает пыль и требует более частой очистки. Используйте силиконовый спрей только когда последующий процесс явно допускает его.
Опудривание тальком или кукурузным крахмалом на самих деталях (не на дорожке) снижает поверхностную липкость и склонность к вложенности. Это распространённая практика при производстве уплотнений — многие O-кольца поставляются с лёгким тальковым покрытием. Если ваши детали поступают без покрытия, лёгкое опудривание перед загрузкой в чашу может значительно улучшить стабильность подачи.
Системы водяного распыления используются в некоторых пищевых применениях, где сухие смазки не допускаются. Тонкий водяной туман на поверхности дорожки временно снижает трение, но требует дренажа и защиты от коррозии конструкции чаши.
Когда выбрать чашечный питатель или гибкий питатель для резиновых уплотнений
Выбор между специализированным чашечным питателем и гибким питателем с визуальным наведением зависит от разнообразия деталей, объёма и степени различия резинового соединения между производственными партиями.
Чашечные питатели — правильный выбор, когда линия работает с одним размером уплотнений или небольшой группой похожих размеров при объёмах выше 60 шт/мин. Хорошо спроектированная чаша с оснасткой против вложенности и правильным покрытием превзойдёт гибкий питатель по скорости, стабильности и стоимости на деталь. Инвестиции быстро окупаются на специализированных линиях.
Гибкие питатели становятся привлекательными, когда линия переключается между несколькими размерами уплотнений, когда геометрия деталей слишком вариативна для надёжной механической ориентации, или когда межпартионная вариация материала делает фиксированную оснастку ненадёжной. Гибкие питатели обрабатывают вложенность иначе — детали распределяются по вибрирующей платформе и идентифицируются камерой по отдельности, поэтому вложенные пары просто не захватываются. Это полностью устраняет самую стойкую проблему чашечных питателей.
Компромисс — скорость. Гибкие питатели обычно выдают 15-40 шт/мин для резиновых уплотнений, по сравнению с 60-150 шт/мин у хорошо настроенной чаши. На смешанных линиях, где время переналадки важнее пиковой скорости, гибкий питатель часто выигрывает по общей эффективной производительности.
| Фактор | Чашечный питатель | Гибкий питатель |
|---|---|---|
| Скорость подачи (резиновые уплотнения) | 60-150 шт/мин | 15-40 шт/мин |
| Метод против вложенности | Механический (оснастка зоны входа) | Встроенный (индивидуальный захват) |
| Время переналадки | 15-45 минут (замена оснастки) | 1-5 минут (смена рецепта) |
| Допуск вариации партий | Низкий — фиксированная оснастка | Высокий — визуальная адаптация |
| Защита поверхности | Зависит от покрытия | Минимальный контакт |
| Лучше всего для | Высокопроизводительные линии одной детали | Смешанные модели, переменные партии |
Ключевые выводы
- В первую очередь решайте проблему вложенности в зоне входа. Никакая последующая оснастка не исправит вложенные детали. Ступенчатые подъёмники, центральные конусы и контролируемая загрузка чаши — основные средства защиты.
- Выбирайте покрытие под конкретное резиновое соединение. Ni-PTFE для общего производства, твёрдый хром для деталей с маслом, только PTFE для малых объёмов или прототипов.
- Работайте на минимальной эффективной амплитуде. Резиновые уплотнения требуют меньше вибрационной энергии, чем металлические детали, а избыточная амплитуда создаёт больше проблем, чем решает.
- Используйте сухой спрей PTFE как смазку по умолчанию. Он снижает трение без загрязнения деталей или разрушения эластомеров и совместим с большинством последующих процессов.
- Выбирайте гибкие питатели для смешанных линий. Встроенная защита от вложенности и быстрая переналадка перевешивают штраф по скорости, когда линия работает с несколькими размерами уплотнений.
Часто задаваемые вопросы
Можно ли использовать стандартный чашечный питатель для резиновых уплотнений без модификации?
Стандартный чашечный питатель, разработанный для металлических деталей, вероятно, будет перемещать резиновые уплотнения, но с серьёзными проблемами: вложенность на входе, медленное движение по дорожке из-за высокого трения и прилипание деталей к стенке чаши. Необходимые модификации — оснастка против вложенности, низкофрикционное покрытие и снижение амплитуды — не являются необязательными для производственного использования. Это разница между питателем, который технически работает, и питателем, который работает надёжно без постоянного внимания оператора.
Как предотвратить вложенность O-колец друг в друга?
Наиболее эффективный подход сочетает три стратегии: поддерживайте низкий уровень загрузки чаши (20-30% от ёмкости), установите ступенчатые подъёмные пластины на входе дорожки для механического разделения вложенных пар и нанесите лёгкое опудривание тальком на детали перед загрузкой. Воздушное разделение в зоне входа обеспечивает дополнительный уровень защиты для критических применений. Ни один метод не даёт 100% результата по отдельности — именно комбинация делает работу эффективной.
Какое покрытие чаши служит дольше всего при подаче резиновых уплотнений?
Твёрдый хром обеспечивает наибольший срок службы (12-24 месяца), но не даёт наименьшего трения по сухой резине. Химическое никелирование с частицами PTFE (Ni-PTFE) обеспечивает лучший практический баланс скольжения и долговечности — 10-18 месяцев. Покрытия из чистого PTFE имеют наименьшее трение, но изнашиваются за 3-6 месяцев. Для большинства производственных применений Ni-PTFE является рекомендуемым выбором.
Влияет ли температура на производительность подачи резиновых уплотнений?
Да, значительно. Поверхностная липкость эластомера увеличивается с температурой, а поведение трения меняется при размягчении материала. Питатель, настроенный при 20 °C, может стать ненадёжным при 28 °C или выше. Для сред с температурными колебаниями выбирайте контроллер с точной регулировкой амплитуды, чтобы операторы могли компенсировать изменения. Также проверяйте работу питателя при максимальной ожидаемой рабочей температуре, а не только при комнатной.
Когда гибкий питатель лучше чашечного для резиновых уплотнений?
Гибкий питатель — лучший выбор, когда линия работает с несколькими размерами уплотнений (3+ артикула), когда межпартионная вариация материала делает фиксированную оснастку ненадёжной, или когда требуемая скорость подачи ниже 40 шт/мин. Гибкие питатели изначально устраняют вложенность, поскольку каждая деталь захватывается визуальной системой по отдельности. Они также сокращают время переналадки с 15-45 минут до 1-5 минут. Компромисс — более низкая максимальная скорость.
Безопасен ли сухой спрей PTFE для всех резиновых соединений?
Сухой спрей PTFE совместим с подавляющим большинством уплотнительных эластомеров, включая NBR, EPDM, силикон, фторкарбон (FKM) и неопрен. Он инертен, оставляет минимальный остаток и не ухудшает свойства эластомера. Однако всегда проверяйте совместимость с конкретным соединением и требованиями последующих процессов. Некоторые операции склейки или покрытия ниже по потоку могут быть чувствительны даже к следовым остаткам PTFE на поверхности детали.
Готовы автоматизировать производство?
Получите бесплатную консультацию и подробное коммерческое предложение от нашей инженерной команды в течение 12 часов.


