Alimentador Vibratório para Vedadores de Borracha: Superando Atrito, Encaixamento e Adesividade
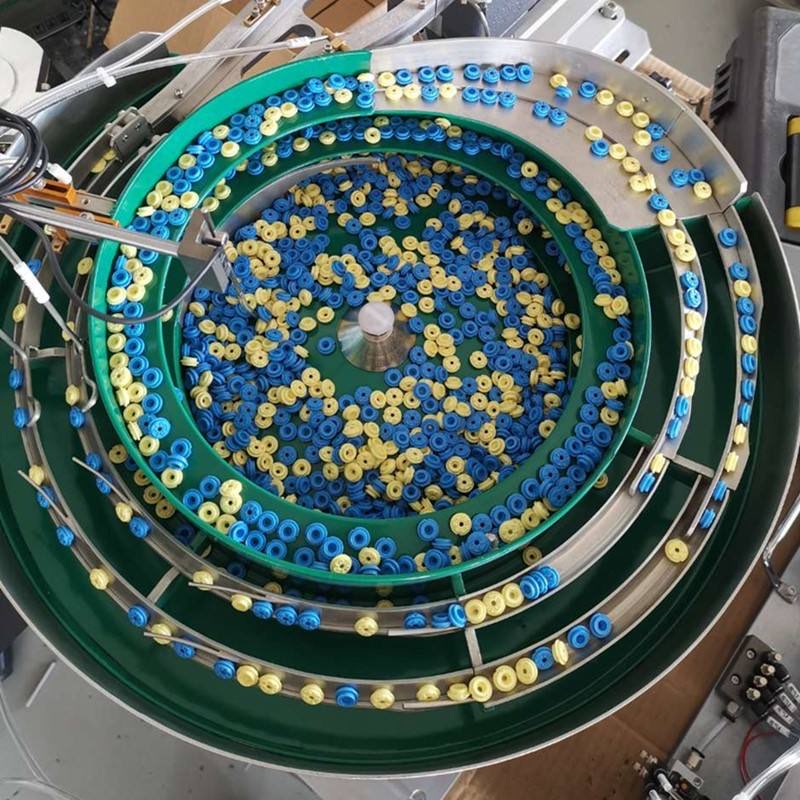
Vedadores de borracha estão entre as peças mais difíceis de alimentar de forma confiável
Vedadores de borracha, O-rings, juntas e componentes similares de elastômero parecem simples em um desenho. Em um alimentador vibratório, tornam-se algumas das peças mais frustrantes de manusear. O alto atrito desacelera o movimento ao longo da pista. A geometria flexível torna a orientação imprevisível. A adesividade superficial faz as peças grudarem umas nas outras ou na parede da tigela. E o encaixamento — onde um vedador se encaixa dentro de outro — transforma uma carga a granel em uma pilha de anéis intertravados que o alimentador não consegue separar.
Estes problemas não são casos isolados. São o comportamento padrão para a maioria das aplicações de alimentação de vedadores de borracha. Um alimentador que executa fixadores metálicos a 200 ppm pode entregar vedadores de borracha a 40-60 ppm com intervenção frequente do operador, ou pode falhar completamente sem adaptações específicas de projeto.
Este artigo cobre as estratégias de engenharia que fazem a alimentação de vedadores de borracha funcionar: ferramentas anti-encaixamento, revestimentos de pista de baixo atrito, ajuste de amplitude e frequência para elastômeros, métodos de lubrificação e a decisão entre alimentadores de tigela e alimentadores flexíveis para peças de borracha. Para contexto mais amplo sobre manuseio de materiais macios, consulte nosso guia de sistema de alimentação de O-rings e guia de alimentação de peças de borracha.
Os quatro desafios centrais da alimentação de vedadores de borracha
Entender por que vedadores de borracha falham na alimentação requer examinar quatro mecanismos distintos. Cada um afeta o comportamento do alimentador independentemente, e juntos eles se combinam no desempenho não confiável que muitas equipes de produção experimentam.
Alto atrito e movimento lento na pista
Materiais elastoméricos têm coeficientes de atrito 3-10 vezes maiores que aço ou plásticos rígidos. A borracha NBR (nitrilo) tem um coeficiente de atrito estático contra aço inoxidável na faixa de 0,5-1,2, comparado a 0,15-0,3 para aço sobre aço. Isso significa que vedadores de borracha resistem ao movimento de micro-arremesso que alimentadores vibratórios dependem para avançar peças ao longo da pista.
Na prática, vedadores movem-se lentamente, acumulam-se no fundo da tigela e falham em subir a pista na taxa para a qual o alimentador foi projetado. Aumentar a amplitude de vibração para compensar frequentemente piora o problema — as peças saltam erraticamente em vez de avançar suavemente, e as ferramentas de orientação não conseguem capturá-las de forma consistente.
Encaixamento e intertravamento
O encaixamento é o problema mais distintivo na alimentação de vedadores de borracha. O-rings, quad rings e vedadores de lábio são projetados para se encaixar ao redor de eixos e em ranhuras — o que significa que também se encaixam ao redor e dentro uns dos outros. Quando carregados a granel na tigela, vedadores encaixam-se concentricamente, formando pilhas que o alimentador não consegue separar apenas por vibração.
Pares ou trios encaixados viajam como uma única unidade. Eles derrotam as ferramentas de orientação porque a geometria combinada não corresponde a nenhum perfil de peça única. Eles engripam em seletores e escapamentos. E criam contagens falsas na descarga, onde uma "única" peça é na verdade duas ou três grudadas.
Adesividade superficial e grude
Muitos compostos de borracha exibem adesividade superficial — uma leve adesão que faz as peças grudarem umas nas outras ou na superfície do alimentador. Isso é especialmente pronunciado com peças frescas de NBR e silicone que não foram polvilhadas com talco ou tratadas com agente de desmoldagem. A adesividade faz as peças viajarem em pares, grudarem na parede da tigela em vez de retornar à pista e resistirem à separação na zona de entrada.
Temperatura e umidade amplificam o efeito. Um alimentador que funciona aceitavelmente a 20 °C pode tornar-se não confiável a 28 °C porque a superfície do elastômero amolece ligeiramente e a adesividade aumenta. Esta é uma razão pela qual alimentadores de vedadores de borracha frequentemente comportam-se de forma diferente de turno para turno ou de estação para estação.
Geometria flexível e instabilidade de orientação
Vedadores de borracha deformam sob seu próprio peso e sob as forças de vibração na tigela. Um O-ring que deveria apresentar-se como um círculo plano pode chegar à descarga torcido, dobrado ou comprimido. Vedadores de lábio e juntas com perfis assimétricos podem flexionar o suficiente para passar pelas ferramentas de orientação na posição errada, apenas para voltar à sua forma correta após o ponto de ferramentas.
Isso torna o rendimento de orientação imprevisível. Um seletor mecânico que funciona 99% do tempo em uma peça rígida pode cair para 85-90% em um vedador flexível da mesma geometria nominal, porque a peça deforma o suficiente durante o evento de seleção para passar em um estado incorreto.
| Desafio | Sintoma primário | Causa raiz | Contramedida eficaz |
|---|---|---|---|
| Alto atrito | Movimento lento ou travado na pista | COF elastômero-metal 3-10× aço | Revestimento de baixo atrito + ajuste de amplitude |
| Encaixamento | Pares de peças intertravadas na descarga | Geometria concêntrica permite empilhamento | Ferramentas anti-encaixamento + enchimento controlado da tigela |
| Adesividade superficial | Peças grudam umas nas outras ou na parede da tigela | Energia adesiva superficial do elastômero | Spray PTFE seco + geometria de entrada aberta |
| Geometria flexível | Baixo rendimento de orientação | Peça deforma através das ferramentas | Tolerâncias mais amplas nas ferramentas + verificação por visão |
Design de ferramentas anti-encaixamento
Prevenir o encaixamento é a primeira prioridade de engenharia para qualquer alimentador de vedadores de borracha. Se as peças entram na pista já encaixadas, nenhuma quantidade de ferramentas a jusante resolverá o problema. A separação deve acontecer na entrada da tigela, antes que as peças atinjam a zona de orientação.
Design da zona de entrada
A zona de entrada — a transição do piso da tigela para a pista ascendente — é onde o encaixamento deve ser quebrado. Diversas estratégias comprovadas existem:
- Placas elevadoras escalonadas: Em vez de uma única borda de pista, use duas ou três placas elevadoras escalonadas em alturas ligeiramente diferentes. Um par encaixado encontra o primeiro degrau, e o vedador interno tem maior probabilidade de separar porque o vedador externo alcança a borda primeiro. Este é o recurso anti-encaixamento mais amplamente utilizado para O-rings.
- Cone central com ranhuras radiais: Um cone elevado no centro da tigela com ranhuras radiais permite que vedadores simples passem, mas força pilhas encaixadas a se separarem ao encontrar as bordas das ranhuras. Eficaz para vedadores de 10 mm a 80 mm de OD.
- Separação por jato de ar: Um jato de ar direcionado na zona de entrada sopra o vedador interno para fora de um par encaixado. Funciona bem para vedadores leves abaixo de 5 gramas, mas requer suprimento de ar consistente e adiciona ruído.
- Nível de enchimento reduzido da tigela: Manter o enchimento da tigela a 20-30% da capacidade (versus 60-70% para peças metálicas) reduz a pressão que força vedadores em configurações encaixadas. Esta é a mudança mais simples e frequentemente a mais eficaz, embora reduza o tempo de operação autônoma.
Geometria de pista para vedadores
Uma vez separados, vedadores precisam de uma geometria de pista que desencoraje o re-encaixamento. Uma pista com ranhura em V é padrão para O-rings porque o formato em V acomoda a seção transversal do anel e impede que um anel se assente sobre outro. O ângulo da ranhura deve ser 90-120°, e a profundidade deve ser 0,6-0,8 vezes o diâmetro da seção transversal do vedador.
Para juntas planas e vedadores de lábio, uma pista plana com uma saliência central ou borda elevada funciona melhor. A saliência impede o vedador de virar e cria uma posição de corrida consistente que as ferramentas a jusante podem atingir.
Revestimentos de pista de baixo atrito para borracha
A seleção do revestimento é a segunda decisão crítica de projeto para alimentadores de vedadores de borracha. O revestimento deve reduzir o atrito o suficiente para que as peças avancem suavemente, suportar a abrasão do contato contínuo com borracha e não transferir material para a superfície da peça.
| Tipo de revestimento | COF vs. borracha | Vida útil | Melhor aplicação | Limitações |
|---|---|---|---|---|
| PTFE (Teflon) | 0,04-0,10 | 3-6 meses | Baixa velocidade, baixo volume, máximo deslizamento | Desgasta rapidamente sob operação contínua |
| Cromo duro | 0,12-0,20 | 12-24 meses | Produção de alto volume, peças oleosas | Caro, requer retrabalho no desgaste |
| Poliuretano (PU) | 0,25-0,40 | 8-14 meses | Alimentação geral de vedadores de borracha | Atrito maior que PTFE ou cromo |
| Inserção Nylon (PA6) | 0,15-0,25 | 6-12 meses | Pontos de contato de ferramentas, substituível | Limitada a áreas localizadas |
| Níquel eletrolítico + PTFE | 0,08-0,15 | 10-18 meses | Melhor equilíbrio entre deslizamento e durabilidade | Custo inicial mais alto |
Para a maioria dos alimentadores de vedadores de borracha de produção, níquel eletrolítico com partículas de PTFE (Ni-PTFE) oferece o melhor equilíbrio prático. A matriz de níquel fornece dureza e resistência ao desgaste, enquanto as partículas de PTFE incorporadas criam uma superfície autolubrificante que reduz o atrito contra a borracha. O revestimento dura 10-18 meses em operação contínua e pode ser reaplicado durante manutenção programada.
Cromo duro é a segunda escolha para aplicações de alto volume onde as peças carregam óleo ou lubrificante que já reduz o atrito. O cromo é extremamente durável, mas fornece menos deslizamento em borracha seca que o Ni-PTFE. Também é mais caro de aplicar e reparar.
Revestimentos apenas de PTFE fornecem o menor atrito, mas desgastam em 3-6 meses sob condições de produção. São melhores reservados para alimentadores de protótipo, aplicações de baixo volume ou como medida temporária enquanto um revestimento mais durável é especificado.
Configurações de amplitude e frequência para borracha
Vedadores de borracha requerem parâmetros de vibração diferentes de peças metálicas. O objetivo é energia suficiente para superar o atrito e avançar as peças, mas não tanta que as peças saltem erraticamente ou deformem durante a orientação.
- Amplitude: Reduza para 50-70% da configuração usada para peças metálicas de tamanho similar. Para um O-ring de 30 mm, a amplitude típica é 0,8-1,2 mm pico-a-pico, comparado a 1,5-2,5 mm para um parafuso de aço M6.
- Frequência: A maioria dos alimentadores de vedadores de borracha opera a 50-60 Hz. Frequências mais baixas (25-30 Hz) podem funcionar para vedadores grandes e pesados, mas reduzem a taxa de alimentação. Frequências mais altas aumentam o salto e são geralmente contraproducentes.
- Ajuste do controlador: Use um controlador com ajuste fino de amplitude (incrementos de 1% ou melhor). O comportamento de vedadores de borracha é sensível a pequenas mudanças de amplitude — uma mudança de 5% pode ser a diferença entre alimentação estável e engripamento constante.
- Comportamento de aceleração: Programe uma aceleração lenta (2-3 segundos) em vez de partida instantânea. O início súbito da vibração faz peças de borracha saltarem e se espalharem, o que aumenta o encaixamento na partida.
O princípio-chave: alimentadores de vedadores de borracha devem operar na amplitude mais baixa que mantém a taxa de alimentação necessária. Qualquer amplitude adicional além desse limiar cria problemas sem melhorar a saída.
Estratégias de lubrificação para alimentação de vedadores de borracha
A lubrificação pode melhorar drasticamente o desempenho de alimentação de vedadores de borracha, mas deve ser aplicada com cuidado. O lubrificante errado contamina peças, atrai poeira ou degrada o elastômero ao longo do tempo.
Spray PTFE seco é o método de lubrificação mais amplamente aceito para alimentadores de vedadores de borracha. Deposita um filme fino de PTFE na superfície da pista que reduz o atrito sem deixar resíduo úmido. O spray PTFE pode ser aplicado periodicamente durante a operação — tipicamente a cada 2-4 horas — e não afeta a maioria dos materiais elastoméricos. Também é compatível com processos a jusante porque o filme é seco e mínimo.
Spray de silicone fornece excelente deslizamento, mas deixa um resíduo úmido que pode interferir com processos a jusante de colagem, vedação ou inspeção. Também atrai poeira e requer limpeza mais frequente. Use spray de silicone apenas quando o processo a jusante tolera explicitamente.
Polvilhamento de talco ou amido de milho nas próprias peças (não na pista) reduz a adesividade superficial e a tendência de encaixamento. Esta é uma prática comum na fabricação de vedadores — muitos O-rings são enviados com um leve revestimento de talco. Se suas peças chegam sem revestimento, um leve polvilhamento antes de carregar a tigela pode melhorar significativamente a consistência da alimentação.
Sistemas de névoa de água são usados em algumas aplicações de grau alimentício onde lubrificantes secos não são permitidos. Uma névoa fina de água na superfície da pista reduz o atrito temporariamente, mas requer drenagem e proteção contra corrosão para a estrutura da tigela.
Quando escolher alimentador de tigela vs. alimentador flexível para vedadores de borracha
A escolha entre um alimentador de tigela dedicado e um alimentador flexível guiado por visão depende da variedade de peças, volume e quanto o composto de borracha varia entre lotes de produção.
Alimentadores de tigela são a escolha correta quando a linha executa um único tamanho de vedador ou uma pequena família de tamanhos similares em volumes acima de 60 ppm. Uma tigela bem projetada com ferramentas anti-encaixamento e o revestimento correto superará um alimentador flexível em velocidade, consistência e custo por peça. O investimento se paga rapidamente em linhas dedicadas.
Alimentadores flexíveis tornam-se atrativos quando a linha alterna entre múltiplos tamanhos de vedadores, quando a geometria da peça é muito variável para orientação mecânica confiável, ou quando a variação de material de lote para lote torna ferramentas fixas não confiáveis. Alimentadores flexíveis lidam com o encaixamento de forma diferente — as peças são espalhadas em uma plataforma vibrante e identificadas individualmente por câmera, então pares encaixados simplesmente não são selecionados. Isso elimina o problema mais persistente de alimentadores de tigela inteiramente.
A contrapartida é a velocidade. Alimentadores flexíveis tipicamente entregam 15-40 ppm para vedadores de borracha, comparado a 60-150 ppm para uma tigela bem ajustada. Em linhas de modelos mistos onde o tempo de troca importa mais que a velocidade de pico, o alimentador flexível frequentemente vence em rendimento efetivo total.
| Fator | Alimentador de tigela | Alimentador flexível |
|---|---|---|
| Taxa de alimentação (vedadores de borracha) | 60-150 ppm | 15-40 ppm |
| Abordagem anti-encaixamento | Mecânica (ferramentas na zona de entrada) | Inerente (seleção individual) |
| Tempo de troca | 15-45 minutos (troca de ferramentas) | 1-5 minutos (mudança de receita) |
| Tolerância à variação de lote | Baixa — ferramentas fixas | Alta — visão se adapta |
| Proteção de superfície | Dependente de revestimento | Contato mínimo |
| Melhor para | Linhas de alto volume, peça única | Modelos mistos, lotes variáveis |
Principais conclusões
- Aborde o encaixamento na zona de entrada primeiro. Nenhuma quantidade de ferramentas a jusante conserta peças encaixadas. Elevadores escalonados, cones centrais e enchimento controlado da tigela são as defesas primárias.
- Selecione o revestimento para o composto de borracha específico. Ni-PTFE para produção geral, cromo duro para peças oleosas, apenas PTFE para baixo volume ou uso em protótipos.
- Opere na amplitude eficaz mais baixa. Vedadores de borracha precisam de menos energia de vibração que peças metálicas, e amplitude excessiva cria mais problemas do que resolve.
- Use spray PTFE seco como lubrificante padrão. Reduz o atrito sem contaminar peças ou degradar elastômeros, e é compatível com a maioria dos processos a jusante.
- Escolha alimentadores flexíveis para linhas de modelos mistos. O comportamento anti-encaixamento inerente e a troca rápida compensam a penalidade de velocidade quando a linha executa múltiplos tamanhos de vedadores.
Perguntas Frequentes
Posso usar um alimentador de tigela padrão para vedadores de borracha sem modificação?
Um alimentador de tigela padrão projetado para peças metálicas provavelmente moverá vedadores de borracha, mas com problemas sérios: encaixamento na entrada, movimento lento na pista devido ao alto atrito e peças grudando na parede da tigela. As modificações necessárias — ferramentas anti-encaixamento, revestimento de baixo atrito e redução de amplitude — não são opcionais para uso em produção. São a diferença entre um alimentador que tecnicamente funciona e um que funciona de forma confiável sem atenção constante do operador.
Como evito que O-rings se encaixem uns dentro dos outros?
A abordagem mais eficaz combina três estratégias: mantenha o nível de enchimento da tigela baixo (20-30% da capacidade), instale placas elevadoras escalonadas na entrada da pista para separar mecanicamente pares encaixados e aplique um leve polvilhamento de talco nas peças antes de carregar. Separação por jato de ar na zona de entrada fornece uma camada adicional de proteção para aplicações críticas. Nenhum método isolado é 100% eficaz — a combinação é o que faz funcionar.
Qual revestimento de tigela dura mais para alimentação de vedadores de borracha?
Cromo duro fornece a maior vida útil (12-24 meses), mas não oferece o menor atrito em borracha seca. Níquel eletrolítico com partículas de PTFE (Ni-PTFE) fornece o melhor equilíbrio prático entre deslizamento e durabilidade a 10-18 meses. Revestimentos de PTFE puro têm o menor atrito, mas desgastam em 3-6 meses. Para a maioria das aplicações de produção, Ni-PTFE é a escolha recomendada.
A temperatura afeta o desempenho de alimentação de vedadores de borracha?
Sim, significativamente. A adesividade superficial do elastômero aumenta com a temperatura, e o comportamento de atrito muda conforme o material amolece. Um alimentador ajustado a 20 °C pode tornar-se não confiável a 28 °C ou acima. Para ambientes com variação de temperatura, especifique um controlador com ajuste fino de amplitude para que operadores possam compensar. Também valide o desempenho do alimentador na temperatura operacional mais alta esperada, não apenas em temperatura ambiente.
Quando um alimentador flexível é melhor que um alimentador de tigela para vedadores de borracha?
Um alimentador flexível é a melhor escolha quando a linha executa múltiplos tamanhos de vedadores (3+ números de peça), quando a variação de material de lote para lote torna ferramentas fixas não confiáveis, ou quando a taxa de alimentação necessária está abaixo de 40 ppm. Alimentadores flexíveis eliminam o encaixamento inerentemente porque cada peça é selecionada individualmente por visão. Também reduzem o tempo de troca de 15-45 minutos para 1-5 minutos. A contrapartida é a velocidade máxima menor.
Spray PTFE seco é seguro para todos os compostos de borracha?
Spray PTFE seco é compatível com a vasta maioria dos elastômeros de vedação, incluindo NBR, EPDM, silicone, fluorocarbono (FKM) e neoprene. É inerte, deixa resíduo mínimo e não degrada as propriedades do elastômero. Contudo, sempre verifique a compatibilidade com o composto específico e os requisitos do processo a jusante. Algumas operações de colagem ou revestimento a jusante podem ser sensíveis a até mesmo traços de resíduo de PTFE na superfície da peça.
Pronto para Automatizar sua Produção?
Receba uma consulta gratuita e orçamento detalhado em até 12 horas da nossa equipe de engenharia.


