इंजेक्शन मोल्डेड प्लास्टिक पार्ट्स फीडिंग: हल्के, स्टैटिक, स्क्रैच-प्रोन पार्ट्स हैंडलिंग 2026
इंजेक्शन मोल्डेड पार्ट्स हल्के और फ्लेक्सिबल हैं — जिससे फीडिंग सोचने से ज़्यादा मुश्किल हो जाती है
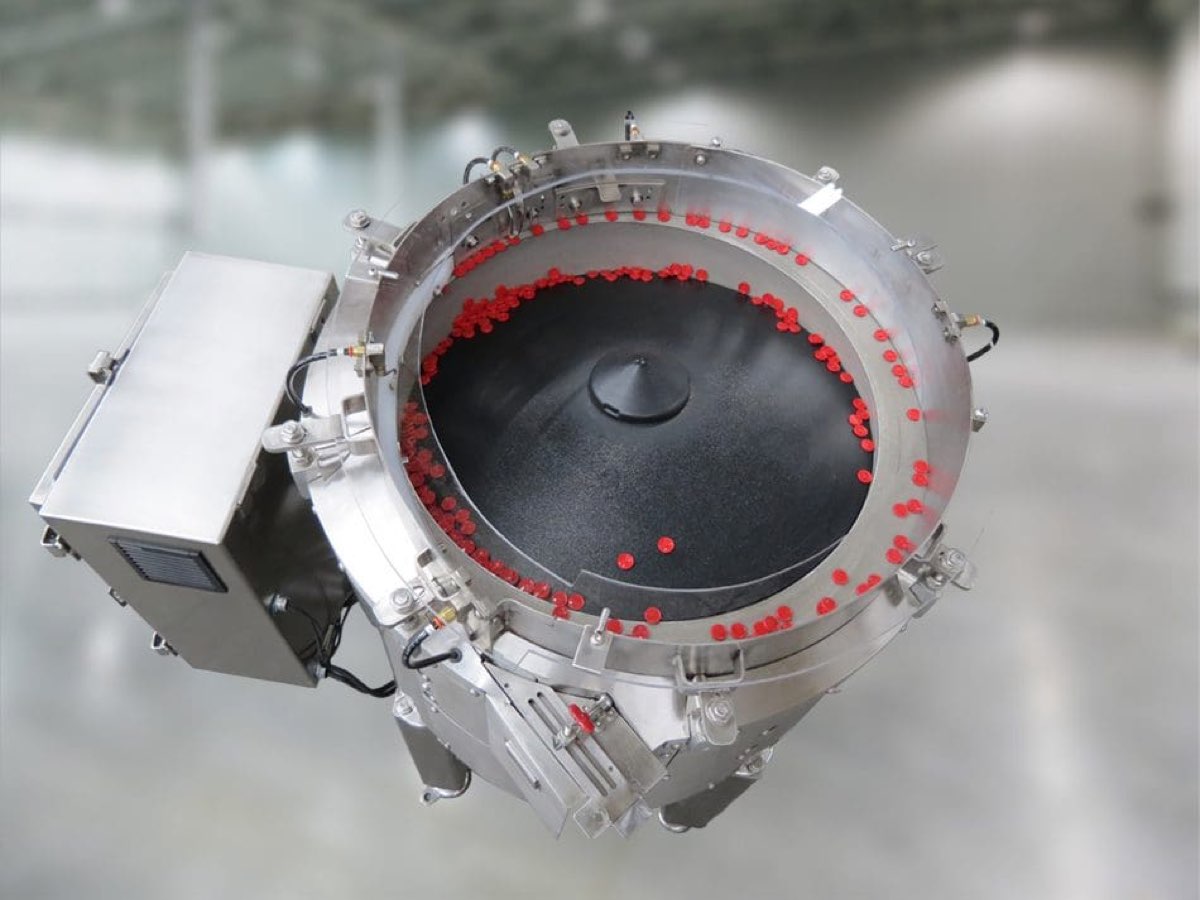
इंजेक्शन मोल्डेड पार्ट्स फीड करने में आसान लगते हैं। वे हल्के, सुसंगत हैं और एक फिक्स्ड मोल्ड से आते हैं। लेकिन व्यवहार में वे चुनौतियों का एक अनूठा सेट पेश करते हैं। स्टैटिक चार्ज छोटे पार्ट्स को bowl की दीवारों से चिपका देता है। स्क्रैच-प्रोन सतहें कई ट्रैक सामग्रियों को खारिज कर देती हैं। पतले, लचीले पार्ट्स फिसलने के बजाय मुड़ जाते हैं, ओरिएंटेशन लॉजिक तोड़ते हैं। रनर और स्प्रू अच्छे पार्ट्स के साथ मिश्रित हो जाते हैं। और जब लाइन को उत्पाद संस्करणों के बीच बदलने की ज़रूरत होती है, तो समर्पित फीडर गले का घोंट बन जाता है।
यह गाइड कंपन और लचीली प्रणालियों के माध्यम से इंजेक्शन मोल्डेड पार्ट्स फीड करने के लिए सिद्ध रणनीतियों को कवर करता है, सैकड़ों उत्पादन एकीकरण परियोजनाओं पर आधारित। हम स्टैटिक कंट्रोल, संपर्क सतह सामग्री चयन, रनर अलगाव, उत्पाद परिवर्तन और इंजेक्शन मोल्डिंग मशीन से असेंबली स्टेशन तक सिस्टम आर्किटेक्चर को संबोधित करते हैं।
यह सामग्री प्रकारों पर हमारी श्रृंखला का हिस्सा है। यदि आप रबर पार्ट्स हैंडल करते हैं, तो हमारा रबर पार्ट्स फीडिंग गाइड देखें। पतले धातु पार्ट्स के लिए, शिम और स्टैम्प्ड पार्ट्स फीडिंग गाइड समान चुनौतियों को कवर करता है।
स्टैटिक इलेक्ट्रिसिटी: प्लास्टिक फीडिंग का अदृश्य दुश्मन
स्टैटिक चार्ज प्लास्टिक पार्ट्स फीड करते समय सबसे आम समस्या है। ABS, पॉलीप्रोपाइलीन, नायलॉन और अधिकांश अन्य थर्मोप्लास्टics उच्च सतह चार्ज जमा करते हैं जब वे एक-दूसरे या धात्विक bowl की दीवारों के खिलाफ रगड़ते हैं। चार्ज्ड पार्ट्स एक-दूसरे को आकर्षित करते हैं, bowl की दीवारों से चिपकते हैं, और सिलेक्टर्स के पास निलंबित रहते हैं, जिससे आवधिक जाम और डबल फीडिंग होती है।
सबसे खराब प्रभाव कम आर्द्रता पर होते हैं। कई कारखाने सर्दियों में 30-40% सापेक्ष आर्द्रता पर संचालित होते हैं, जब स्टैटिक चार्ज बिल्डअप सबसे आक्रामक होता है। गर्मियों में पूरी तरह चलने वाली लाइन बिना किसी हार्डवेयर बदलाव के पत fall में विफल होना शुरू हो सकती है।
स्टैटिक शमन की तीन मुख्य रणनीतियां हैं। पहला, चालक या अपव्यूहक bowl सामग्रियां — जैसे कार्बन-युक्त नायलॉन या गैल्वेनाइज्ड स्टील — चार्ज डिस्चार्ज के लिए ग्राउंड पथ प्रदान करती हैं। दूसरा, ट्रैक क्षेत्र के पास आयनाइजिंग बार या आयनिक एयर नोजल पार्ट्स पर चार्ज को तटस्थ करते हैं जब वे चलते हैं। तीसरा, स्थानीय क्षेत्र में आर्द्रता नियंत्रण मदद कर सकता है, लेकिन अक्सर उत्पादन वातावरण में व्यावहारिक नहीं है।
ESD-संवेदनशील पार्ट्स के लिए ग्राउंडिंग अनिवार्य है। Bowl, ट्रैक और सपोर्ट फ्रेम को एक आम ग्राउंड पॉइंट साझा करना चाहिए। नियमित रखरखाव के दौरान मल्टीमीटर से ग्राउंड निरंतरता जांचें। एंटी-स्टैटिक रणनीतियों पर अधिक विवरण हमारे ESD कंट्रोल गाइड में उपलब्ध है।
सतह सुरक्षा: स्क्रैच और इम्पैक्ट मार्क्स कम करना
चिकित्सा उपकरण, उपभोक्ता इलेक्ट्रॉनिक्स और ऑटोमोटिव के लिए प्लास्टिक पार्ट्स में अक्सर सख्त कॉस्मेटिक आवश्यकताएं होती हैं। दृश्यमान सतह पर एक छोटा स्क्रैच या इम्पैक्ट मार्क पूरे पार्ट को अस्वीकार कर सकता है। इसलिए, bowl सामग्री और ट्रैक डिज़ाइन को सतह सुरक्षा को प्राथमिकता देनी चाहिए।
प्राकृतिक नायलॉन bowl संवेदनशील प्लास्टिक पार्ट्स के लिए सबसे लोकप्रिय विकल्प है। नायलॉन स्टील से नरम है, पार्ट्स गिरने पर प्रभाव बल को कम करता है। ट्रैक को टेफलॉन, पॉलीयुरेथेन के साथ कोट किया जा सकता है या नायलॉन से मशीन किया जा सकता है। सख्त आवश्यकताओं के लिए, कुछ प्रोजेक्ट मेडिकल-ग्रेड PTFE कोटिंग के साथ स्टेनलेस स्टील bowl का उपयोग करते हैं।
सामग्री के अलावा, ट्रैक कॉन्फ़िगरेशन भी मायने रखता है। ट्रैक सेगमेंट के बीच तेज संक्रमण से बचें। हर बिंदु पर वक्र त्रिज्या का उपयोग करें जहां पार्ट दिशा बदलता है। उन सेगमेंट में कंपन आयाम कम करें जहां पार्ट्स धीरे चलते हैं, जहां वे जमा होने और अधिक देर तक रगड़ने की प्रवृत्ति रखते हैं।
यदि पार्ट में मिरर या क्रोम फिनिश है, तो कंपन के बजाय सिलिकॉन पैड के साथ लचीला फीडर विचार करें। लागत अधिक है लेकिन कंपन संपर्क को पूरी तरह समाप्त करता है।
स्प्रू और रनर अलगाव: फीडिंग से पहले पूर्व-प्रसंस्करण
इंजेक्शन मोल्डेड पार्ट्स अक्सर स्प्रू, रनर और गेट संलग्न के साथ आते हैं। यदि फीडिंग लाइन उन पार्ट्स को प्राप्त करती है जो अभी भी रनर से जुड़े हैं, तो bowl को एक ही समय में पार्ट और कचरे दोनों को संभालना होगा। यह अक्सर जाम, गलत ओरिएंटेशन और उच्च विफलता दर का कारण बनता है।
सर्वोत्तम रणनीति है पार्ट के फीडर में प्रवेश करने से पहले रनर को अलग करना। उच्च-वॉल्यूम उत्पादन में, एक पिक-एंड-प्लेस रोबोट मोल्ड से पार्ट हटाते ही तुरंत गेट काटता है। रनर को एक अलग कंटेनर में छोड़ा जाता है, पार्ट को स्वच्छ फीडर में रखा जाता है।
जब पिक रोबोट उपलब्ध नहीं है, तो इंजेक्शन मोल्डिंग मशीन और फीडर के बीच एक समर्पित गेट कटर पार्ट को रनर से अलग कर सकता है। कटा हुआ पार्ट फिर गाइड ट्यूब के माध्यम से कंपन bowl में गिरता है, जबकि रनर को रीसाइक्लिंग के लिए ग्रेन्यूलेटर को भेजा जाता है।
मल्टी-केविटी मोल्ड के लिए, रनर अधिक जटिल हो सकता है। कुछ प्रोजेक्ट अस्थायी समाधान के रूप में मैनुअल गेट कटिंग स्टेशन का उपयोग करते हैं, लेकिन यह स्केल नहीं करता है। दीर्घकालिक योजना में एकीकृत पिक रोबोट या स्वचालित गेट कटिंग सिस्टम शामिल होना चाहिए।
पतली दीवार और लचीले पार्ट्स: विशेष चुनौतियां
1 मिमी से नीचे की पतली दीवार वाले पार्ट्स — जैसे डायफ्राम, स्नैप-फिट कैप, और प्लास्टिक गैस्केट — मुड़ने, मुड़ने या एक-दूसरे से चिपकने की प्रवृत्ति रखते हैं। वे कठोर पार्ट्स की तरह निश्चित आकार नहीं बनाए रखते हैं, जिससे आकार-आधारित ट्रैक कम प्रभावी होते हैं।
पतली दीवार वाले पार्ट्स के लिए तीन मुख्य रणनीतियां हैं। पहला, अत्यधिक झुकने को रोकने के लिए कंपन आयाम कम करें। दूसरा, पार्ट को सपाट रखने के लिए हल्का चुंबकीय ट्रैक (यदि पार्ट में धातु घटक है) या वैक्यूम ट्रैक उपयोग करें। तीसरा, अत्यंत पतले पार्ट्स के लिए वैक्यूम पिक-एंड-प्लेस के साथ लचीला फीडर कंपन bowl से अधिक विश्वसनीय है।
लचीले पार्ट्स स्टैटिक और वान डेर वाल्स बलों के कारण एक-दूसरे से चिपकने की भी प्रवृत्ति रखते हैं। bowl इनलेट पर एक नरम ब्रश या पार्ट्स के बीच कम दबाव वायु पर्दा उन्हें अलग करने में मदद कर सकता है। नरम, लचीले पार्ट्स हैंडलिंग के बारे में अधिक के लिए हमारे रबर पार्ट्स फीडिंग गाइड को संदर्भित करें।
त्वरित उत्पाद परिवर्तन: समर्पित से लचीला
प्लास्टिक पार्ट्स विनिर्माण में सबसे बड़ा दर्द बिंदु बार-बार उत्पाद परिवर्तन है। एकल पार्ट के लिए समर्पित फीडर अद्भुत काम करता है, लेकिन जब लाइन को एक अलग पार्ट में बदलने की ज़रूरत होती है, तो हार्डवेयर बदलाव में 30-60 मिनट लग सकते हैं।
क्विक-चेंज टूलिंग इस समस्या का समाधान करती है। मॉड्यूलर इन्सर्ट सिस्टम के साथ, एक ही bowl बेस विभिन्न पार्ट्स के लिए विभिन्न ट्रैक और सिलेक्टर सेट स्वीकार कर सकता है। बदलाव का समय 5-15 मिनट तक कम हो जाता है। अधिक विवरण हमारे क्विक-चेंज टूलिंग गाइड में।
बहुत अलग आकार वाले पार्ट्स परिवारों के लिए, विज़ुअल रिकग्निशन के साथ लचीला फीडर बेहतर विकल्प है। Huben की लचीली प्रणालियां 3 से 100 मिमी प्लास्टिक पार्ट्स का समर्थन करती हैं, 10 मिनट से कम में रेसिपी-आधारित बदलाव के साथ। गति समर्पित bowl से कम है (आमतौर पर 20-80 ppm बनाम 60-200 ppm), लेकिन लचीलापन श्रेष्ठ है।
निर्णय मानदंड किसी भी bowl बनाम ट्रे तुलना के समान हैं: वेरिएंट गणना, बदलाव आवृत्ति, और अधिकतम थ्रूपुट आवश्यकता बनाम टूलिंग बदलाव समय की सहिष्णुता।
इंजेक्शन मोल्डिंग मशीन के साथ एकीकरण: मोल्ड से असेंबली तक
प्लास्टिक फीडर अक्सर इंजेक्शन मोल्डिंग मशीन और असेंबली स्टेशन के बीच पुल के रूप में कार्य करता है। सिस्टम आर्किटेक्चर के तीन आम मॉडल हैं:
मॉडल 1: प्रत्यक्ष रोबोट पिकअप। रोबोट मोल्ड से पार्ट लेता है, गेट काटता है, और सीधे असेंबली जिग में रखता है। फीडर की आवश्यकता नहीं। यह मॉडल लंबे चक्र वाले बड़े पार्ट्स के लिए अच्छा काम करता है।
मॉडल 2: मध्यवर्ती bowl। रोबोट पार्ट लेता है, गेट काटता है, पार्ट को कंपन bowl में छोड़ता है। Bowl ओरिएंट करता है और असेंबली स्टेशन को फीड करता है। सटीक ओरिएंटेशन आवश्यक छोटे से मध्यम पार्ट्स के लिए उपयुक्त।
मॉडल 3: गाइड ट्यूब ड्रॉप-इन। पार्ट मोल्ड से ग्रेविटी स्लाइड ट्यूब के माध्यम से bowl में गिरता है। सरल पार्ट्स के लिए काम करता है, लेकिन रनर या चिपचिपे पार्ट्स को संभाल नहीं सकता।
मॉडल चयन पार्ट आकार, ओरिएंटेशन आवश्यकताएं, मोल्डिंग मशीन चक्र और स्टेशनों के बीच शारीरिक दूरी पर निर्भर करता है। जो लाइनें प्लास्टिक पार्ट्स और छोटे धातु हार्डवेयर दोनों को प्रोसेस करती हैं, वे अक्सर मल्टी-चैनल फीडर का उपयोग करती हैं, प्रत्येक एक सामग्री प्रकार के लिए अनुकूलित।
इंजेक्शन मोल्डेड पार्ट्स फीडिंग सिस्टम के लिए डिज़ाइन नियम
- पहले स्टैटिक संवेदनशीलता का मूल्यांकन करें। लैब स्थितियों के अलावा कम आर्द्रता पर सूखे पार्ट्स के साथ टेस्ट करें।
- सतह आवश्यकताओं के आधार पर bowl सामग्री चुनें। कॉस्मेटिक पार्ट्स को नायलॉन या नरम कोटिंग चाहिए। कार्यात्मक पार्ट्स स्टेनलेस स्टील उपयोग कर सकते हैं।
- सिस्टम डिज़ाइन चरण में रनर अलगाव की योजना बनाएं। टेस्ट रन तक रनर को संबोधित करने की प्रतीक्षा न करें।
- शुरुआत से उत्पाद परिवर्तन के लिए डिज़ाइन करें। भले ही वर्तमान में केवल एक पार्ट चला रहे हों, विस्तार के लिए तैयार रहें।
- धीमे ट्रैक सेगमेंट में कंपन आयाम कम करें। धीरे चलने वाले प्लास्टिक पार्ट्स जमा होने और रगड़ने की प्रवृत्ति रखते हैं।
- वास्तविक उत्पादन पार्ट्स के साथ सत्यापित करें। टेस्ट मोल्ड पार्ट्स वक्रता, फ्लैश और स्टैटिक में उत्पादन पार्ट्स से भिन्न हो सकते हैं।
प्लास्टिक सामग्री और फीडिंग पैरामीटर संदर्भ
| प्लास्टिक प्रकार | विशिष्ट अनुप्रयोग | स्टैटिक संवेदनशीलता | सतह संवेदनशीलता | कठोरता | फीडिंग गति (ppm) |
|---|---|---|---|---|---|
| ABS | इलेक्ट्रॉनिक एनक्लोजर, एक्सेसरीज़ | उच्च | मध्यम | कठोर | 40 - 150 |
| PP (पॉलीप्रोपाइलीन) | पैकेजिंग, कैप | उच्च | निम्न | अर्ध-लचीला | 30 - 120 |
| PA6/PA66 (नायलॉन) | ऑटो पार्ट्स, कनेक्टर्स | मध्यम | निम्न | कठोर | 50 - 180 |
| PC (पॉलीकार्बोनेट) | लेंस, पारदर्शी एनक्लोजर | मध्यम | उच्च | कठोर भंगुर | 30 - 100 |
| POM (एसीटल) | गियर्स, बेयरिंग | निम्न | मध्यम | कठोर | 60 - 200 |
| TPU (पॉलीयुरेथेन) | गैस्केट, फ्लेक्सिबल ट्यूबिंग | मध्यम | मध्यम | अर्ध-लचीला | 20 - 80 |
कोटेशन का अनुरोध करने से पहले खरीदार चेकलिस्ट
- उत्पादन मोल्ड से वास्तविक उत्पादन पार्ट्स भेजें। टेस्ट मोल्ड पार्ट्स उत्पादन भिन्नता का प्रतिनिधित्व नहीं कर सकते।
- प्लास्टिक प्रकार और किसी भी एडिटिव को निर्दिष्ट करें। एंटी-स्टैटिक एडिटिव, लुब्रिकेंट और फिलर फीडिंग व्यवहार को प्रभावित करते हैं।
- रनर और स्प्रू शामिल करें। आपूर्तिकर्ता को अलगाव से पहले पार्ट स्थिति दिखाएं।
- कॉस्मेटिक सतह आवश्यकताओं को निर्दिष्ट करें। क्लास A (दृश्यमान) पार्ट्स को क्लास B (कार्यात्मक) पार्ट्स से अलग सतह हैंडलिंग चाहिए।
- वांछित उत्पाद परिवर्तन प्रक्रिया का वर्णन करें। बदलाव आवृत्ति और स्वीकार्य समय फीडर प्रकार निर्धारित करते हैं।
- मोल्डिंग मशीन चक्र और असेंबली स्टेशन दूरी निर्दिष्ट करें। यह बफर क्षमता और परिवहन विधि निर्धारित करता है।
Huben Automation इंजेक्शन मोल्डेड पार्ट्स फीडिंग सिस्टम को स्टैटिक कंट्रोल, सतह सुरक्षा और मोल्डिंग-असेंबली लाइनों के साथ निर्बाध एकीकरण के चारों ओर डिज़ाइन करता है। यदि आपकी टीम प्लास्टिक फीडिंग एप्लिकेशन का मूल्यांकन कर रही है, हमें नमूना पार्ट्स और लाइन आवश्यकताएं भेजें व्यवहार्यता समीक्षा के लिए।
अक्सर पूछे जाने वाले प्रश्न
प्लास्टिक पार्ट्स फीड करते समय स्टैटिक इलेक्ट्रिसिटी को कैसे नियंत्रित करें?
स्टैटिक कंट्रोल को तीन-परत दृष्टिकोण की आवश्यकता है। चार्ज डिस्चार्ज पथ प्रदान करने के लिए चालक या अपव्यूहक bowl सामग्रियां (कार्बन-युक्त नायलॉन, गैल्वेनाइज्ड स्टील) उपयोग करें। पार्ट सतह पर चार्ज को तटस्थ करने के लिए ट्रैक के पास आयनाइजिंग बार या आयनिक एयर नोजल स्थापित करें। सभी धात्विक घटकों को ग्राउंड करें और नियमित रूप से ग्राउंड निरंतरता जांचें। ESD-संवेदनशील पार्ट्स के लिए हमारा ESD कंट्रोल गाइड देखें।
उच्च सतह गुणवत्ता वाले प्लास्टिक पार्ट्स के लिए कौन सा bowl सामग्री सबसे अच्छी है?
उच्च गुणवत्ता कॉस्मेटिक पार्ट्स के लिए प्राकृतिक नायलॉन bowl या PTFE कोटेड स्टेनलेस स्टील bowl सबसे अच्छे विकल्प हैं। नायलॉन प्रभाव बल को कम करता है और प्लास्टिक सतह पर निशान नहीं छोड़ता। PTFE कम घर्षण गुणांक और गैर-चिपकने वाला प्रदान करता है। दृश्यमान पार्ट्स के लिए अनकोटेड स्टील bowls से बचें।
क्या मुझे फीडिंग से पहले रनर को अलग करना चाहिए?
हां, अधिकांश मामलों में। फीडर में प्रवेश करने से पहले रनर को अलग करने से जाम, गलत ओरिएंटेशन और विफलता दर काफी कम हो जाती है। इंजेक्शन मोल्डिंग मशीन और फीडर के बीच गेट कटिंग रोबोट या समर्पित गेट कटर उपयोग करें। रनर को रीसाइक्लिंग के लिए ग्रेन्यूलेटर को भेजा जाता है।
1 मिमी से नीचे की पतली दीवार वाले पार्ट्स को कैसे फीड करें?
कंपन आयाम कम करें, नरम-कोटेड ट्रैक उपयोग करें, और अत्यंत पतले पार्ट्स के लिए वैक्यूम पिक-एंड-प्लेस के साथ लचीला फीडर विचार करें। पतली दीवार वाले पार्ट्स मुड़ने और आपस में चिपकने की प्रवृत्ति रखते हैं, जिससे पारंपरिक कंपन ट्रैक कम प्रभावी होते हैं। Bowl इनलेट पर एक नरम ब्रश या कम दबाव वायु प्रवाह पार्ट्स को अलग करने में मदद कर सकता है।
क्या मैं प्लास्टिक फीडर पर उत्पाद तेजी से बदल सकता हूं?
हां। क्विक-चेंज टूलिंग सिस्टम एक ही bowl बेस को विभिन्न पार्ट्स के लिए विभिन्न इन्सर्ट स्वीकार करने देते हैं, बदलाव समय को 30-60 मिनट से 5-15 मिनट तक कम करते हैं। बहुत भिन्न वेरिएंट्स के लिए विज़ुअल रिकग्निशन के साथ लचीला फीडर 10 मिनट से कम में रेसिपी-आधारित बदलाव की अनुमति देता है।
समर्पित bowl के बजाय लचीला फीडर कब उपयोग करना चाहिए?
जब आप एक ही लाइन पर कई पार्ट वेरिएंट प्रोसेस करते हैं, बार-बार उत्पाद परिवर्तन (प्रति शिफ्ट कई बार) करते हैं, या पार्ट्स कंपन संपर्क के लिए बहुत संवेदनशील हैं तो लचीला फीडर उचित है। उच्च वॉल्यूम, स्थिर पार्ट्स के लिए समर्पित bowl उपयुक्त है जहां अधिकतम गति सर्वोच्च प्राथमिकता है।
अपने उत्पादन को स्वचालित करने के लिए तैयार हैं?
हमारी इंजीनियरिंग टीम से 12 घंटे के भीतर मुफ्त परामर्श और विस्तृत कोटेशन प्राप्त करें।


