Alimentación de Piezas Moldeadas por Inyección: Manejo de Piezas Ligeras, Estáticas y Rayables 2026
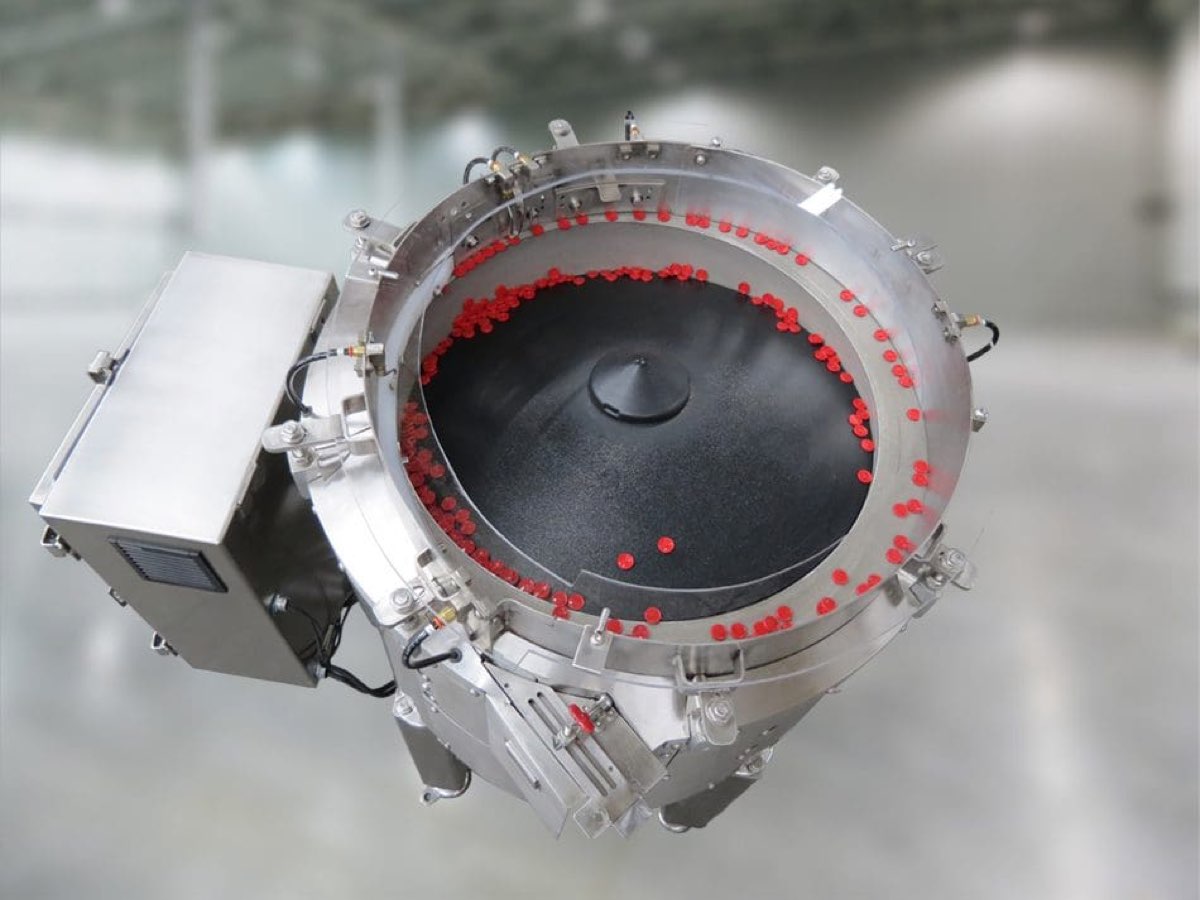
Las piezas moldeadas por inyección son ligeras y flexibles — lo que hace su alimentación más difícil de lo que parece
Las piezas moldeadas por inyección parecen fáciles de alimentar. Son ligeras, consistentes y provienen de un molde fijo. Pero en la práctica, plantean un conjunto único de desafíos. La electricidad estática hace que las piezas pequeñas se peguen a las paredes del bol. Las superficies fácilmente rayables eliminan muchos materiales de pista. Las piezas delgadas y flexibles se doblan en lugar de deslizarse, rompiendo la lógica de orientación. Los canales y bebederos se mezclan con las piezas buenas. Y cuando la línea necesita cambiar entre versiones de producto, el alimentador dedicado se convierte en un cuello de botella.
Esta guía cubre estrategias probadas para alimentar piezas moldeadas por inyección mediante vibración y sistemas flexibles, basadas en cientos de proyectos de integración de producción. Abordamos el control de estática, selección de materiales de superficie de contacto, separación de canales, cambio de producto y arquitectura del sistema desde la inyectora hasta la estación de ensamblaje.
Esto es parte de nuestra serie sobre tipos de materiales. Si maneja piezas de goma, consulte nuestra guía de alimentación de goma. Para piezas metálicas delgadas, la guía de alimentación de arandelas y estampados cubre desafíos similares.
Electricidad estática: el enemigo invisible de la alimentación de plásticos
La electricidad estática es el problema más común al alimentar piezas plásticas. El ABS, polipropileno, nylon y la mayoría de los otros termoplásticos acumulan alta carga superficial cuando se frotan entre sí o contra paredes de bol metálicas. Las piezas cargadas se atraen entre sí, se adhieren a las paredes del bol y quedan suspendidas cerca de los selectores, causando atascos periódicos y alimentación doble.
Los peores efectos ocurren a baja humedad. Muchas fábricas operan al 30-40% de humedad relativa en invierno, cuando la acumulación de estática es más agresiva. Una línea que funciona perfectamente en verano puede empezar a fallar en otoño sin ningún cambio de hardware.
Hay tres estrategias principales de mitigación estática. Primero, materiales de bol conductivos o disipativos — como nylon con carga de carbono o acero galvanizado — proporcionan una ruta de descarga a tierra. Segundo, barras ionizantes o boquillas de aire ionizado cerca del área del track neutralizan la carga en las piezas mientras se mueven. Tercero, el control de humedad en el área local puede ayudar, pero a menudo no es práctico en entornos de producción.
Para piezas sensibles a ESD, la puesta a tierra es obligatoria. El bol, el track y la estructura de soporte deben compartir un punto de tierra común. Verifique la continuidad de tierra durante el mantenimiento periódico con un multímetro. Más detalles sobre estrategias antiestáticas en nuestra guía de control ESD.
Protección de superficie: minimizar rayones y marcas de impacto
Las piezas plásticas para dispositivos médicos, electrónica de consumo y automoción suelen tener requisitos cosméticos estrictos. Un pequeño rayón o marca de impacto en una superficie visible puede rechazar toda la pieza. Por lo tanto, el material del bol y el diseño del track deben priorizar la protección superficial.
El bol de nylon natural es la opción más popular para piezas plásticas sensibles. El nylon es más blando que el acero, reduciendo la fuerza de impacto cuando las piezas caen. El track puede recubrirse con Teflón, poliuretano o mecanizarse en nylon. Para requisitos más estrictos, algunos proyectos usan bol de acero inoxidable con recubrimiento PTFE de grado médico.
Además del material, la configuración del track importa. Evite transiciones bruscas entre segmentos de track. Use radios curvos en cada punto donde la pieza cambia de dirección. Reduzca la amplitud de vibración en segmentos donde las piezas se mueven lentamente, donde tienden a acumularse y frotarse más tiempo.
Si la pieza tiene un acabado espejo o cromado, considere un alimentador flexible con almohadillas de silicona en lugar de vibración. El costo es mayor pero elimina completamente el contacto vibratorio.
Separación de bebederos y canales: preprocesamiento antes de la alimentación
Las piezas moldeadas por inyección a menudo llegan con bebedero, canal y puerta de entrada adjuntos. Si la línea de alimentación recibe piezas aún unidas al canal, el bol debe manejar tanto la pieza como el desperdicio simultáneamente. Esto frecuentemente causa atascos, orientación incorrecta y altas tasas de fallo.
La mejor estrategia es separar el canal antes de que la pieza entre en el alimentador. En producción de alto volumen, un robot de recogida corta la puerta inmediatamente al retirar la pieza del molde. El canal se libera en un contenedor separado y la pieza se coloca en el alimentador limpio.
Cuando el robot de recogida no está disponible, una cortadora de puertas dedicada entre la inyectora y el alimentador puede separar la pieza del canal. La pieza cortada cae luego en el bol vibratorio a través de un tubo guía, mientras el canal se envía a un granulador para reciclaje.
Para moldes multi-cavidad, el canal puede ser más complejo. Algunos proyectos usan una estación de corte manual como solución temporal, pero esto no escala. El plan a largo plazo debe incluir un robot de recogida integrado o un sistema de corte de puertas automático.
Piezas de pared delgada y flexibles: desafíos especiales
Las piezas de pared delgada por debajo de 1 mm — como membranas, tapas a presión y juntas plásticas — tienden a doblarse, plegarse o pegarse entre sí. No mantienen una forma fija como las piezas más rígidas, haciendo que los tracks basados en forma sean menos efectivos.
Para piezas de pared delgada, hay tres estrategias principales. Primero, reducir la amplitud de vibración para prevenir flexión excesiva. Segundo, usar track magnético ligero (si la pieza tiene componente metálico) o track de vacío para mantener la pieza plana. Tercero, para piezas extremadamente delgadas, un alimentador flexible con pick-and-place por vacío es más fiable que un bol vibratorio.
Las piezas flexibles también tienden a pegarse entre sí por estática y fuerzas de Van der Waals. Un cepillo suave en la entrada del bol o una cortina de aire de baja presión entre las piezas puede ayudar a separarlas. Consulte nuestra guía de alimentación de goma para más sobre manejo de piezas blandas y flexibles.
Cambio rápido de producto: de dedicado a flexible
Uno de los mayores puntos de dolor en la fabricación de piezas plásticas es el cambio frecuente de producto. Un alimentador dedicado para una sola pieza funciona maravillosamente, pero cuando la línea necesita cambiar a una pieza diferente, el cambio de hardware puede tomar 30-60 minutos.
El herramiental de cambio rápido resuelve este problema. Con un sistema de insertos modulares, la misma base de bol puede aceptar diferentes conjuntos de track y selectores para diferentes piezas. El tiempo de cambio se reduce a 5-15 minutos. Más detalles en nuestra guía de herramiental de cambio rápido.
Para familias de piezas con formas muy diferentes, un alimentador flexible con reconocimiento visual es la mejor opción. Los sistemas flexibles de Huben soportan piezas plásticas de 3 a 100 mm con cambios basados en receta en menos de 10 minutos. La velocidad es menor que la de un bol dedicado (típicamente 20-80 ppm vs. 60-200 ppm), pero la flexibilidad es superior.
Los criterios de decisión son los mismos que para cualquier comparación de bol vs. bandeja: conteo de variantes, frecuencia de cambio y la tolerancia al tiempo de cambio versus la necesidad de throughput máximo.
Integración con la inyectora: del molde al ensamblaje
El alimentador de plásticos a menudo sirve como puente entre la inyectora y la estación de ensamblaje. La arquitectura del sistema tiene tres modelos comunes:
Modelo 1: Recogida directa por robot. El robot toma la pieza del molde, corta la puerta y la coloca directamente en el jig de ensamblaje. No se necesita alimentador. Este modelo funciona bien para piezas grandes con ciclos largos.
Modelo 2: Bol intermedio. El robot recoge la pieza, corta la puerta, libera la pieza en un bol vibratorio. El bol orienta y alimenta a la estación de ensamblaje. Adecuado para piezas pequeñas a medianas que requieren orientación precisa.
Modelo 3: Caída libre por tubo guía. La pieza cae del molde a través de un tubo de deslizamiento por gravedad al bol. Funciona para piezas simples, pero no maneja canales ni piezas pegajosas.
La elección del modelo depende del tamaño de la pieza, requisitos de orientación, ciclo de la inyectora y distancia física entre estaciones. Las líneas que procesan tanto piezas plásticas como herrajes metálicos pequeños a menudo usan alimentadores multi-canal, cada uno optimizado para un tipo de material.
Reglas de diseño para sistemas de alimentación de piezas moldeadas por inyección
- Evalúe la sensibilidad estática primero. Pruebe con piezas secas a baja humedad, no solo en condiciones de laboratorio.
- Seleccione el material del bol basado en requisitos de superficie. Las piezas cosméticas necesitan nylon o recubrimientos blandos. Las piezas funcionales pueden usar acero inoxidable.
- Planifique la separación de canales en la fase de diseño del sistema. No espere hasta la prueba de ejecución para abordar el canal.
- Diseñe para cambio de producto desde el inicio. Incluso si actualmente solo ejecuta una pieza, prepare para la expansión.
- Reduzca la amplitud de vibración en segmentos de track lentos. Las piezas plásticas que se mueven lentamente tienden a acumularse y frotarse.
- Valide con piezas de producción reales. Las piezas de molde de prueba pueden diferir de las piezas de producción en curvatura, rebaba y estática.
Referencia de materiales plásticos y parámetros de alimentación
| Tipo de plástico | Aplicación típica | Sensibilidad estática | Sensibilidad superficial | Rigidez | Velocidad de alimentación (ppm) |
|---|---|---|---|---|---|
| ABS | Carcazas electrónicas, accesorios | Alta | Media | Rígido | 40 - 150 |
| PP (Polipropileno) | Embalaje, tapas | Alta | Baja | Semiflexible | 30 - 120 |
| PA6/PA66 (Nylon) | Autopartes, conectores | Media | Baja | Rígido | 50 - 180 |
| PC (Policarbonato) | Lentes, carcasas transparentes | Media | Alta | Rígido quebradizo | 30 - 100 |
| POM (Acetal) | Engranajes, cojinetes | Baja | Media | Rígido | 60 - 200 |
| TPU (Poliuretano) | Juntas, tubos flexibles | Media | Media | Semiflexible | 20 - 80 |
Lista de verificación antes de solicitar cotización
- Envíe piezas de producción reales del molde de producción. Las piezas de molde de prueba pueden no representar la variación de producción.
- Especifique el tipo de plástico y cualquier aditivo. Los aditivos antiestáticos, lubricantes y cargas afectan el comportamiento de alimentación.
- Incluya canal y bebedero. Muestre al proveedor el estado de la pieza antes de la separación.
- Especifique los requisitos cosméticos de superficie. Las piezas de clase A (visibles) necesitan manejo superficial diferente a las de clase B (funcionales).
- Describa el proceso de cambio de producto deseado. La frecuencia de cambio y el tiempo aceptable determinan el tipo de alimentador.
- Especifique el ciclo de la inyectora y la distancia a la estación de ensamblaje. Esto determina la capacidad del búfer y el método de transporte.
Huben Automation diseña sistemas de alimentación de piezas moldeadas por inyección centrados en control de estática, protección de superficie e integración fluida con líneas de moldeo-ensamblaje. Si su equipo está evaluando una aplicación de alimentación de plásticos, envíenos las piezas de muestra y los requisitos de la línea para una revisión de viabilidad.
Preguntas frecuentes
¿Cómo controlo la electricidad estática al alimentar piezas plásticas?
El control de estática requiere un enfoque de tres capas. Use materiales de bol conductivos o disipativos (nylon con carga de carbono, acero galvanizado) para proporcionar una ruta de descarga a tierra. Instale barras ionizantes o boquillas de aire ionizado cerca del track para neutralizar la carga en la superficie de las piezas. Ponga a tierra todos los componentes metálicos y verifique regularmente la continuidad de tierra. Para piezas sensibles a ESD, consulte nuestra guía de control ESD.
¿Qué material de bol es mejor para piezas plásticas de alta calidad superficial?
Para piezas cosméticas de alta calidad, el bol de nylon natural o el bol de acero inoxidable con recubrimiento PTFE son las mejores opciones. El nylon reduce la fuerza de impacto y no deja marcas en la superficie plástica. El PTFE proporciona bajo coeficiente de fricción y resistencia a la adherencia. Evite boles de acero sin recubrimiento para piezas visibles.
¿Debo separar el canal antes de la alimentación?
Sí, en la mayoría de los casos. Separar el canal antes de entrar al alimentador reduce significativamente los atascos, la orientación incorrecta y las tasas de fallo. Use un robot de recogida con cortadora de puertas o una cortadora de puertas dedicada entre la inyectora y el alimentador. El canal se envía a un granulador para reciclaje.
¿Cómo alimento piezas de pared delgada por debajo de 1 mm?
Reduzca la amplitud de vibración, use tracks con recubrimiento blando y considere un alimentador flexible con pick-and-place por vacío para piezas extremadamente delgadas. Las piezas de pared delgada tienden a doblarse y pegarse entre sí, haciendo que los tracks vibratorios tradicionales sean menos efectivos. Un cepillo suave o una corriente de aire de baja presión en la entrada del bol puede ayudar a separar las piezas.
¿Puedo cambiar de producto rápidamente en un alimentador de plásticos?
Sí. Los sistemas de herramiental de cambio rápido permiten que la misma base de bol acepte diferentes insertos para diferentes piezas, reduciendo el tiempo de cambio de 30-60 minutos a 5-15 minutos. Para variantes muy diferentes, un alimentador flexible con reconocimiento visual permite cambios basados en receta en menos de 10 minutos.
¿Cuándo debo usar un alimentador flexible en lugar de un bol dedicado?
Un alimentador flexible es apropiado cuando procesa múltiples variantes de piezas en la misma línea, cambia de producto frecuentemente (varias veces por turno), o las piezas son demasiado sensibles para el contacto vibratorio. Un bol dedicado es adecuado para alto volumen, piezas estables, donde la velocidad máxima es la máxima prioridad.
¿Listo para automatizar su producción?
Obtenga una consulta gratuita y un presupuesto detallado en 12 horas por parte de nuestro equipo de ingeniería.


