Vibrationsspeiser für Kontakte: Crimp-Ende-Ausrichtung & Nylon-Schüssel-Leitfaden
Praktischer Leitfaden für Vibrationsspeiser für Kontakte. Behandelt Crimp-Ende-Ausrichtung, Nylon-Schüssel-Vorteile, ESD-Aspekte und Speiseraten-Optimierung.
Hauptanforderungen
Herausforderungen bei der Kontaktspeisung in der Kabelbaumfertigung
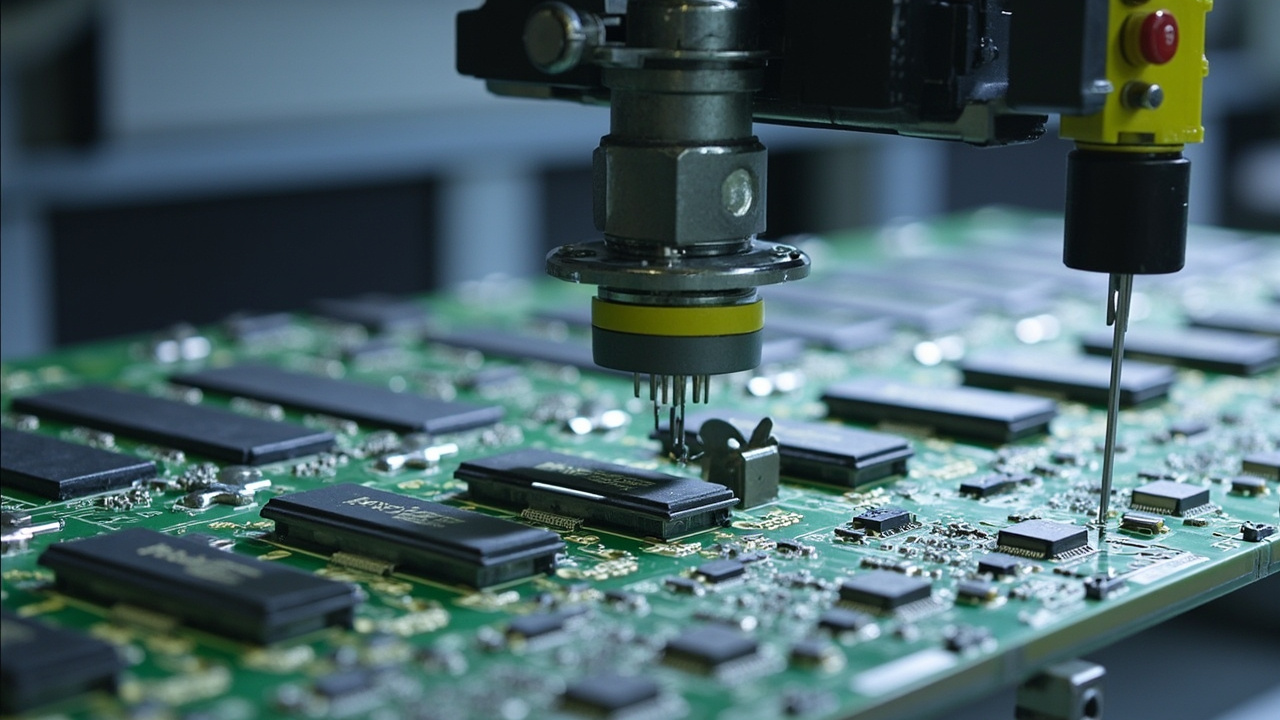
Drahtkontakte sind kleine, präzisionsgestanzte Metallkomponenten, die in der Kabelbaum- und Kabelmontage verwendet werden. Ihre asymmetrische Geometrie — mit einer Crimphülse auf der einen Seite und einem Kontakt oder einer Zunge auf der anderen — erfordert konsistente Ausrichtung für automatisierte Crimp- und Einsteckprozesse. Die meisten Kontaktspeiseanwendungen erfordern, dass der Kontakt crimp-ende-zuerst geliefert wird, mit der offenen Hülse zum Crimpwerkzeug weisend. Diese Ausrichtung zuverlässig bei Geschwindigkeiten von 100–200 Kontakten pro Minute zu erreichen, ist die Kernherausforderung der Kontaktspeisung.
Zinn- und Goldplattierung auf Kontaktoberflächen muss während der Speisung erhalten bleiben. Zerkratzte oder beschädigte Plattierung erhöht den Kontaktwiderstand und kann zu intermittierenden elektrischen Verbindungen im Endprodukt führen. Die dünne Plattierungsschicht (typischerweise 1–5μm für Zinn, 0,1–0,8μm für Gold) bietet minimalen Schutz gegen Abrieb von harten Werkzeugoberflächen, was die Schüsselmaterialauswahl kritisch macht.
Die kleine Größe der meisten Kontakte (3–15mm Gesamtlänge) und ihre hohen Produktionsvolumina machen die Speiserate zu einer wichtigen Leistungskennzahl. Kontaktspeisesysteme müssen Ausrichtungsgenauigkeit und Durchsatz ausbalancieren.
Ausrichtung durch Crimp-Ende-Erkennung
Die Kontaktausrichtung beruht auf dem geometrischen Unterschied zwischen dem Crimphülsenende und dem Kontaktende. Mehrere Werkzeugansätze werden verwendet:
- Breitenselektor — Die Crimphülse ist typischerweise breiter als die Kontaktszunge. Ein sich verengender Bahnabschnitt lässt das schmale Kontaktende passieren, während das breitere Crimp-Ende erfasst und umgeleitet wird.
- Höhenselektor — Offene Crimphülsen haben eine größere Höhe als die flache Kontaktzunge. Ein Überkopf-Leitblech lässt flache Kontakte passieren und wirft hochstehende Crimp-Enden um.
- Vision-Systeme — Für Kontakte mit minimalen geometrischen Unterschieden zwischen den Enden kann ein Vision-System die Ausrichtung zuverlässiger erkennen als mechanisches Werkzeug.
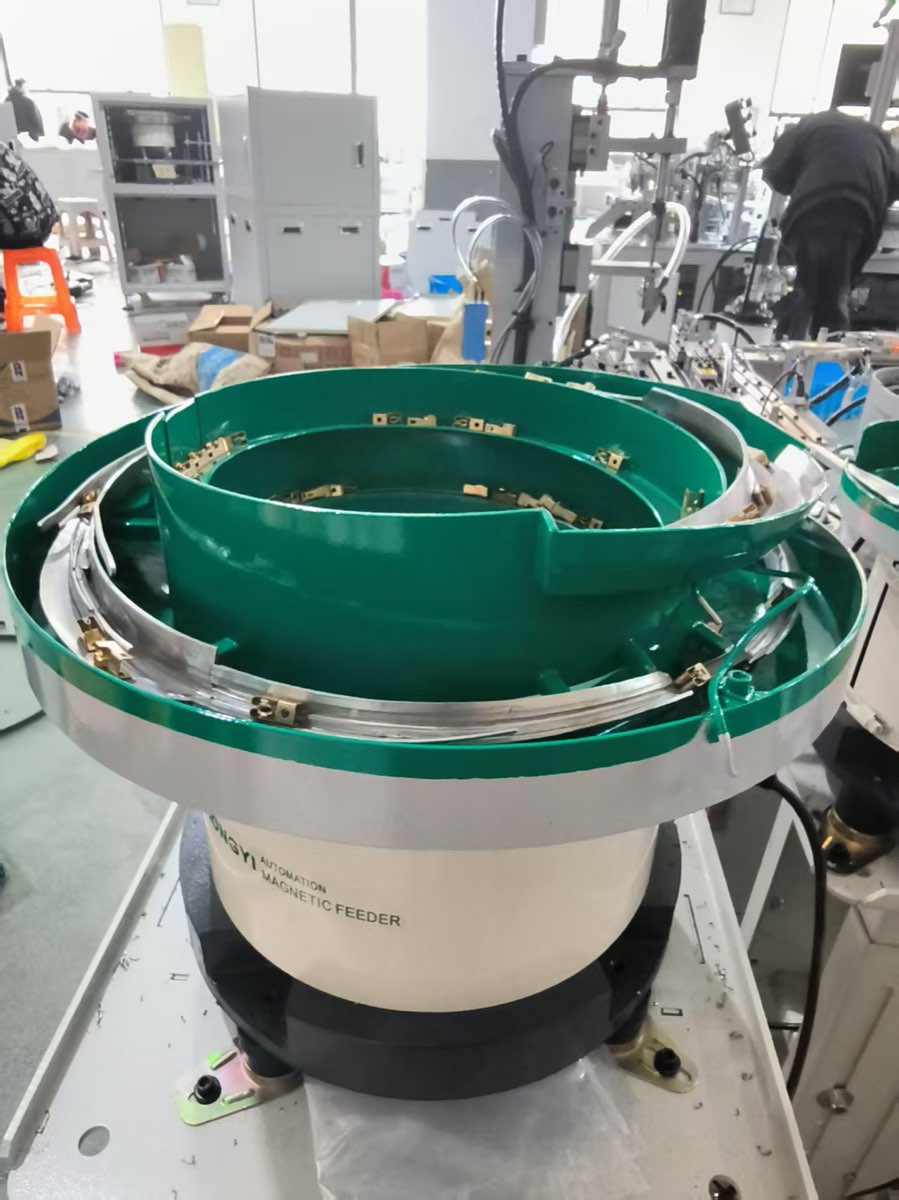
Vorteile der Nylon-Schüssel für Kontaktspeiser
Nylon (Polyamid) ist das bevorzugte Schüsselmaterial für Kontaktspeiser aus mehreren Gründen:
- Plattierungsschutz — Weiche Oberfläche verhindert Kratzer auf Zinn- und Goldplattierung
- ESD-Kontrolle — Nylon kann mit leitfähigen Additiven formuliert werden für dissipative Eigenschaften
- Geräuschreduzierung — Deutlich leiser als Metall-Schüsseln bei der Kontaktspeisung
- Geringes Gewicht — Einfachere Handhabung und Installation
Empfohlene Produkte
Bereit, Ihre Produktion zu automatisieren?
Erhalten Sie eine kostenlose Beratung und ein detailliertes Angebot innerhalb von 12 Stunden von unserem Engineering-Team.