Kunststoffteile-Förderleitfaden 2026
Kunststoffteile benötigen eine andere Fördermentalität
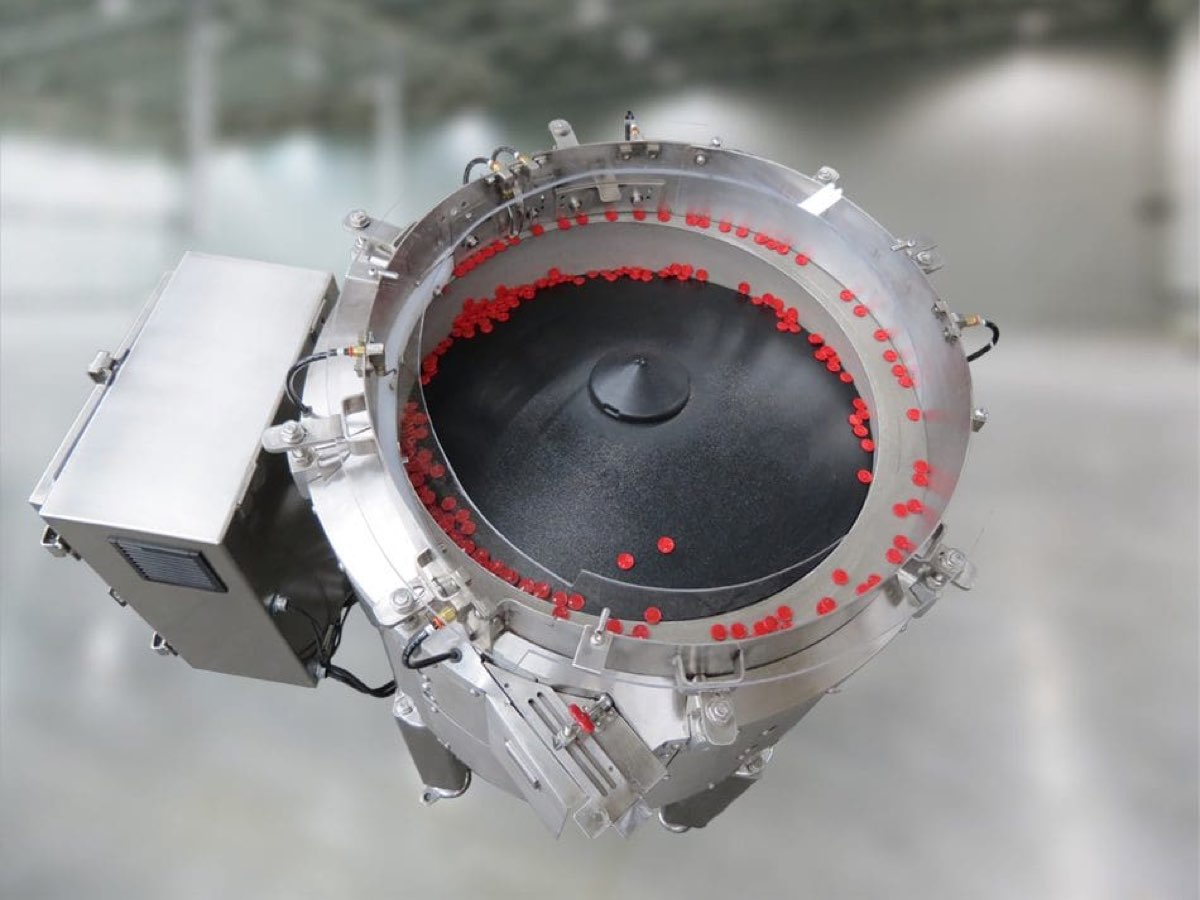
Die Förderung von Kunststoffteilen wird selten durch reine Bewegung limitiert. Die größeren Probleme sind normalerweise Kratzer, statische Haftung, Teil-Verformung und inkonsistente Orientierung durch geringes Gewicht. Ein Wendelförderer, der Metallteile gut läuft, kann bei spritzgegossenen Kunststoffteilen schlecht leisten, weil das Kontaktverhalten völlig unterschiedlich ist. Was auf Stahl sauber gleitet, kann rutschen, springen oder haften, wenn das Teil leicht und nicht leitfähig ist.
Deshalb sollten Kunststoffteile als oberflächenempfindliche Komponenten behandelt werden, selbst wenn sie einfach aussehen. Glanzfinish, Angussmarken, Grat und kleine Grate beeinflussen die Förderung. So auch die Resinfamilie. Ein Nylon-Teil, eine PP-Kappe und ein ABS-Gehäuse können einen Größenbereich teilen, während sie sich in der Schüssel völlig unterschiedlich verhalten.
Dieser Leitfaden betrachtet die praktischen Entscheidungen, die wichtig sind: Schüsselmaterial, Beschichtung, ESD-Kontrolle, Schienenwinkel und der Punkt, an dem ein flexibler Förderer sicherer ist als eine mechanische Schüssel. Wenn Ihre aktuelle Linie bereits unter Kratzern leidet, kombinieren Sie diesen Leitfaden mit unserem Beschichtungsleitfaden und Materialienleitfaden.
Oberflächenschaden und statische Aufladung sind die zwei großen Fallen
Kratzer zeigen sich normalerweise zuerst bei kosmetischen Teilen wie Kappen, Gehäusen, Schaltern und sichtbaren Konsumkomponenten. Die Grundursache ist oft Metall-auf-Kunststoff-Kontakt an Selektorpunkten oder Schillenecken. Eine Schüssel kann noch korrekt fördern, während sie die sichtbare Fläche des Teils beschädigt. Deshalb müssen visuelle Qualitätskriterien diskutiert werden, bevor das Werkzeugdesign eingefroren wird.
Statische Aufladung ist die zweite Falle. Leichte Kunststoffteile haften aneinander, reisen zu zweit oder kleben an der Schüsselwand. Das ist üblich auf trockenen Fabrikböden und besonders sichtbar bei kleinen Steckverbindern oder dünnen spritzgegossenen Teilen. Bediener nennen es oft ein Förderproblem, wenn es eigentlich ein elektrostatisches ist. Erdung, Feuchtigkeitskontrolle und Materialauswahl helfen alle, aber sie müssen zusammen betrachtet werden.
Teilsteifigkeit ist ebenfalls wichtig. Dünnwandige spritzgegossene Teile können sich verformen, wenn das Ausschusswerkzeug zu aggressiv ist. Wenn sich ein Teil an einem Selektor verbiegt, wird das Orientierungsergebnis inkonsistent und die Geometrie kann sich sogar genug ändern, um nachgelagert zu blockieren.
| Kunststoffteil-Problem | Typisches Symptom | Häufige Ursache | Praktische Lösung |
|---|---|---|---|
| Kosmetische Kratzer | Sichtbare Marken nach der Förderung | Harte Kontaktpunkte | Nylon-Schüssel oder weiche Beschichtung |
| Statische Haftung | Teile reisen paarweise oder kleben | Trockene Luft und nicht leitfähige Oberfläche | ESD-Kontrolle und antistatische Materialstrategie |
| Teil-Verformung | Inkonsistente Orientierung oder Passung | Zu aggressives Ausschusswerkzeug | Kraft reduzieren und Bewegung beruhigen |
| Rutschen auf der Schiene | Niedrige Förderrate und Rückfall | Falsche Oberflächenreibung | Beschichtung oder Schienengeometrie anpassen |
Schüsselmaterialien und Beschichtungen
Kunststoffteile profitieren oft von Nylon-Schüsseln, PU-Beschichtungen oder Flock-Oberflächen, weil diese Optionen Kratzer reduzieren und Kontaktgeräusche dämpfen. Nylon-Schüsseln sind eine gute Passung, wenn schonende Handhabung wichtiger ist als extreme Verschleißlebensdauer. PU-Beschichtungen funktionieren gut für viele spritzgegossene Teile, weil sie Grip hinzufügen und Lärm reduzieren, ohne übermäßig weich zu sein. Bürsten- oder Flock-Finish sind langsamer, aber sie sind immer noch nützlich, wenn sichtbare Flächenschutz die höchste Priorität ist.
Die richtige Wahl hängt vom Teil ab. Eine sehr leichte PP-Kappe mag mehr Grip brauchen, während ein glänzendes ABS-Gehäuse eine weichere Berührung und eine niedrigere Schienengeschwindigkeit benötigt. Es gibt kein universelles "Kunststoff-Setup". Der sichere Ansatz ist, vom Teilfinish und akzeptablem Fehlerpegel zu beginnen und dann rückwärts in die Schüsseloberfläche zu arbeiten.
Wenn das Projekt mehrere Kunststoffvarianten umfasst, können Schnellwechselwerkzeuge oder ein flexibler Förderer mehr Geld sparen, als wiederholt eine Schüssel für marginale Kompatibilität neu abzustimmen.
Wann eine standard Schüssel funktioniert und wann ein flexibler Förderer sicherer ist
Standard-Vibrations-Wendelförderer sind immer noch eine starke Wahl für einzelne Kunststoffteile mit stabiler Geometrie und mittlerem bis hohem Volumen. Sie sind kosteneffektiv, schnell und langlebig, wenn die Oberflächenbehandlung korrekt ist. Aber sobald die Linie häufige Wechsel, empfindliche sichtbare Oberflächen oder mehrere ähnliche Teilvarianten einführt, ändert sich das Risikoprofil.
Flexible Förderer laufen langsamer, typisch um 10-60 ppm, aber sie handhaben Wechsel und empfindliche Orientierung weitaus besser. Hubens flexible Förderer unterstützen 2-80 mm Teile, rezeptbasierte Wechsel unter 15 Minuten und Roboterintegration durch übliche industrielle Protokolle. Das macht sie oft zur besseren Wahl für gemischte Kunststoffmontage, besonders wo Nachrüstzeit den OEE mehr verletzt als die Brutto-Förderrate.
Der echte Entscheidungspunkt ist nicht, ob das Teil Kunststoff ist. Es ist, ob die Teilfamilie stabil genug für festes Werkzeug ist und ob der kosmetische Standard Raum für mechanischen Kontakt lässt.
Praktische Förderraten und Designerwartungen
Kunststoffteile laufen nicht immer langsamer als Metallteile, aber sie sind weniger nachsichtig. Wenn die Linie hohe Rate und hohe kosmetische Qualität gleichzeitig braucht, benötigt der Förderer mehr Entwicklungsarbeit. Viele spritzgegossene Kunststoffteile landen im Bereich von 30-150 ppm auf standard Schüsseln, was dem typischen Bereich auf Hubens Kunststoff-Teile-Lösungsseiten entspricht. Die richtige Zahl hängt von der Orientierungskomplexität und akzeptabler Ausschussrate ab.
Käufer sollten mit echten spritzgegossenen Losen testen, nicht mit idealen CAD-Annahmen. Kleiner Grat, Farbmittelwechsel und Angussvariation können alle das Verhalten in der Schüssel ändern. Das sind kleine Details im Spritzguss. Sie sind große Details in der Förderung.
Was vor der Angebotsanfrage zu senden ist
Für ein nützliches Kunststoffteile-Förderer-Angebot, senden Sie das tatsächliche spritzgegossene Teil oder 3D-Daten, identifizieren Sie kosmetische Oberflächen, notieren Sie, ob die Linie ESD-Kontrolle erfordert, und geben Sie das akzeptable Oberflächenfehlerlimit an. Wenn das Teil von mehreren Formen oder Lieferanten kommt, sagen Sie das früh. Werkzeug, das auf eine Kavitätsbedingung funktioniert, mag mehr Marge für eine andere benötigen.
Huben Automation baut Kunststoffteile-Fördersysteme um Teilfinish, Reibungsverhalten und echte Wechselbedürfnisse. Wenn Sie eine Empfehlung zu Schüsseloberfläche, Beschichtung oder ob ein flexibler Förderer mehr Sinn macht, möchten, senden Sie uns Ihre Kunststoff-Teileprobe und Zielrate.
Bereit, Ihre Produktion zu automatisieren?
Erhalten Sie eine kostenlose Beratung und ein detailliertes Angebot innerhalb von 12 Stunden von unserem Ingenieurteam.


