Spritzgussteile-Zuführung: Umgang mit leichten, statischen, kratzempfindlichen Teilen 2026
Spritzgussteile sind leicht und flexibel — was die Zuführung schwieriger macht, als man denkt
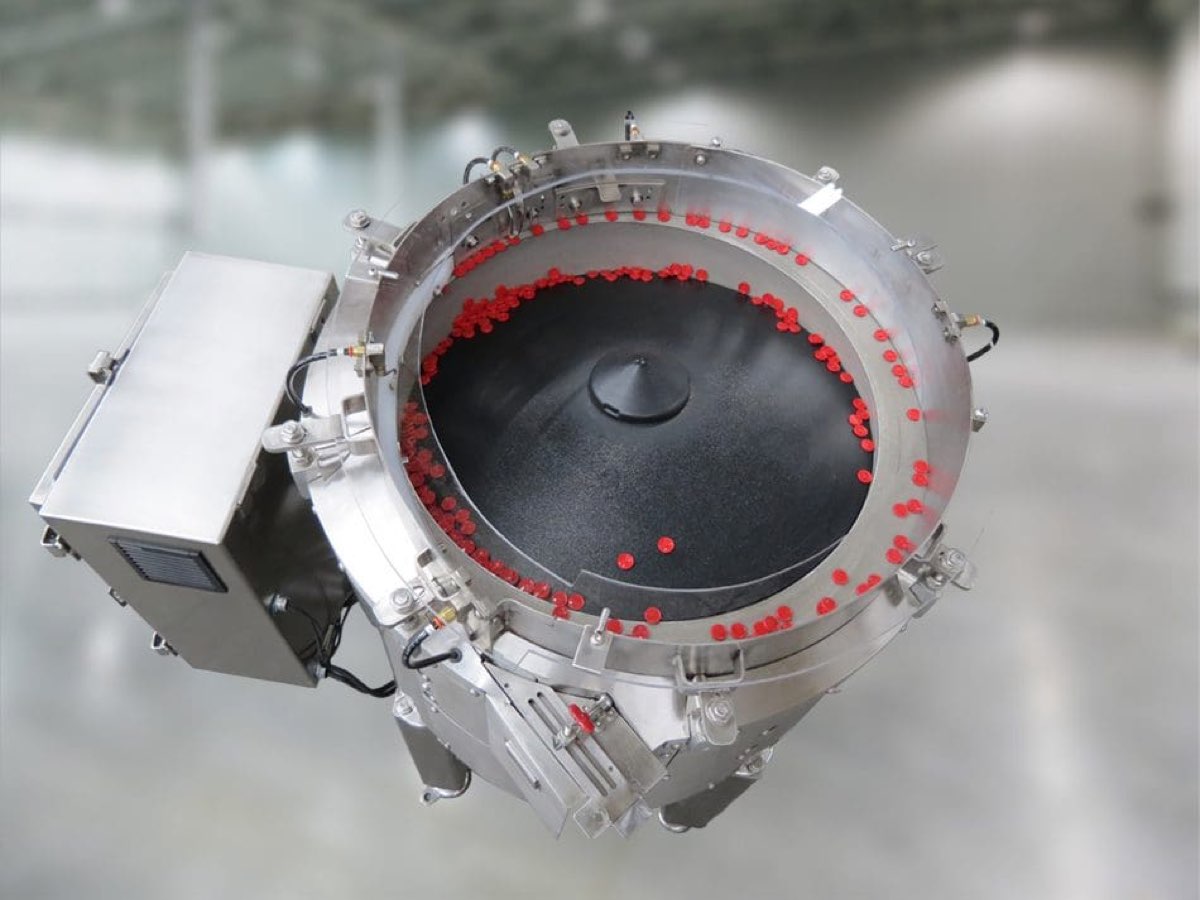
Spritzgussteile scheinen einfach zuzuführen. Sie sind leicht, konsistent und kommen aus einem festen Werkzeug. In der Praxis stellen sie jedoch eine einzigartige Reihe von Herausforderungen dar. Statische Aufladung lässt Kleinteile an den Wendelwänden haften. Kratzempfindliche Oberflächen schließen viele Track-Materialien aus. Dünne, flexible Teile biegen sich statt zu gleiten und brechen die Orientierungslogik. Angüsse und Runner vermischen sich mit den Gutteilen. Und wenn die Linie zwischen Produktversionen wechseln muss, wird der dedizierte Förderer zum Engpass.
Dieser Leitfaden behandelt bewährte Strategien zur Zuführung von Spritzgussteilen durch Vibration und flexible Systeme, basierend auf hunderten von Produktionsintegrationsprojekten. Wir behandeln elektrostatische Kontrolle, Auswahl von Kontaktoberflächenmaterialien, Runner-Trennung, Produktwechsel und Systemarchitektur von der Spritzgussmaschine bis zur Montagestation.
Dies ist Teil unserer Serie über Materialtypen. Wenn Sie Gummiteile handhaben, lesen Sie unseren Leitfaden zur Gummiteile-Zuführung. Für dünne Metallteile behandelt der Leitfaden zur Shim- und Stanzteile-Zuführung ähnliche Herausforderungen.
Elektrostatik: Der unsichtbare Feind der Kunststoffteile-Zuführung
Statische Aufladung ist das häufigste Problem bei der Zuführung von Kunststoffteilen. ABS, Polypropylen, Nylon und die meisten anderen Thermoplaste bauen hohe Oberflächenladung auf, wenn sie aneinander oder an metallischen Wendelwänden reiben. Geladene Teile ziehen sich gegenseitig an, haften an den Wänden und schweben in der Nähe von Selektoren, was zu periodischen Staus und Doppelauswürfen führt.
Die schlimmsten Auswirkungen treten bei niedriger Luftfeuchtigkeit auf. Viele Fabriken arbeiten im Winter bei 30-40% relativer Luftfeuchtigkeit, wenn sich statische Aufladung am aggressivsten aufbaut. Eine Linie, die im Sommer perfekt läuft, kann im Herbst ohne Hardware-Änderungen anfangen zu fehlerhaften.
Es gibt drei Hauptstrategien zur Reduzierung von Statik. Erstens bieten leitfähige oder ableitfähige Wendelmaterialien — wie kohlenstoffgefülltes Nylon oder verzinkter Stahl — einen Pfad zur Erdung. Zweitens neutralisieren Ionisationsstäbe oder ionisierte Luftdüsen in der Nähe des Trackbereichs die Ladung auf den Teilen, während sie sich bewegen. Drittens kann die lokale Luftfeuchtigkeitskontrolle helfen, ist aber in Produktionsumgebungen oft unpraktisch.
Für ESD-empfindliche Teile ist Erdung obligatorisch. Wendel, Track und Tragstruktur sollten einen gemeinsamen Erdungspunkt teilen. Überprüfen Sie die Erdungskontinuität bei Wartungsprüfungen regelmäßig mit einem Multimeter. Weitere Einzelheiten zu Antistatik-Strategien finden Sie in unserem ESD-Kontroll-Leitfaden.
Oberflächenschutz: Kratzer und Einschlagmarken minimieren
Kunststoffteile für Medizinprodukte, Unterhaltungselektronik und Automobilanwendungen haben oft strenge kosmetische Anforderungen. Ein kleiner Kratzer oder eine Einschlagmarke auf einer sichtbaren Oberfläche kann das gesamte Teil ausschließen. Daher müssen Wendelmaterial und Track-Design den Oberflächenschutz priorisieren.
Der natürliche Nylon-Wendel ist die beliebteste Wahl für empfindliche Kunststoffteile. Nylon ist weicher als Stahl und reduziert die Aufprallkraft, wenn Teile fallen. Tracks können mit Teflon, Polyurethan beschichtet oder aus Nylon gefertigt werden. Für strengere Anforderungen verwenden einige Projekte Edelstahl-Wendel mit medizinischer PTFE-Beschichtung.
Neben dem Material ist auch die Track-Konfiguration wichtig. Vermeiden Sie scharfe Übergänge zwischen Track-Segmenten. Verwenden Sie abgerundete Radien an jedem Punkt, an dem das Teil die Richtung ändert. Reduzieren Sie die Vibrationsamplitude in Segmenten, in denen sich Teile langsam bewegen, wo sie sich ansammeln und länger reiben.
Wenn das Teil eine Spiegel- oder Chromoberfläche hat, erwägen Sie einen flexiblen Förderer mit Silikonpads statt Vibration. Die Kosten sind höher, aber es eliminiert jeglichen Vibrationskontakt.
Anguss- und Runner-Trennung: Vorverarbeitung vor der Zuführung
Spritzgussteile kommen oft mit Anguss, Runner und Anschnitt. Wenn die Zuführlinie Teile erhält, die noch am Runner befestigt sind, muss der Wendel sowohl das Teil als auch den Abfall gleichzeitig handhaben. Dies verursacht häufig Staus, falsche Orientierung und hohe Fehlerraten.
Die beste Strategie ist die Runner-Trennung, bevor das Teil den Förderer erreicht. In der Hochvolumenproduktion schneidet ein Entnahmeroboter den Anschnitt sofort, wenn er das Teil aus dem Werkzeug nimmt. Der Runner wird in einem separaten Behälter abgelegt, das Teil wird in den sauberen Förderer eingesetzt.
Wenn kein Entnahmeroboter verfügbar ist, kann eine spezielle Anschnitt-Schneidemaschine zwischen der Spritzgussmaschine und dem Förderer das Teil vom Runner trennen. Das geschnittene Teil fällt dann durch ein Führungsrohr in den Vibrationswendel, während der Runner zur Wiederverwertung zum Granulator geht.
Für Mehrfachkavitäten-Werkzeuge kann der Runner komplexer sein. Einige Projekte verwenden manuelle Schneidestationen als Übergangslösung, aber das skaliert nicht. Der langfristige Plan sollte einen integrierten Entnahmeroboter oder ein automatisches Anschnitt-Schneidesystem umfassen.
Dünnwandige und flexible Teile: Spezielle Herausforderungen
Dünnwandige Teile unter 1 mm — wie Membranen, Schnappverschlüsse und Kunststoffdichtungen — neigen dazu, sich zu biegen, zu falten oder aneinander zu haften. Sie behalten nicht ihre feste Form wie steifere Teile, was formbasierte Tracks weniger effektiv macht.
Für dünnwandige Teile gibt es drei Hauptstrategien. Erstens die Vibrationsamplitude reduzieren, um übermäßiges Biegen zu verhindern. Zweitens einen leichten Magnettrack (wenn das Teil eine Metallkomponente hat) oder einen Vakuumtrack verwenden, um das Teil flach zu halten. Drittens ist bei extrem dünnen Teilen ein flexibler Förderer mit Vakuum-Pick-and-Place zuverlässiger als ein Vibrationswendel.
Flexible Teile neigen auch dazu, durch Statik und Van-der-Waals-Kräfte aneinander zu haften. Eine weiche Bürste am Wendeleingang oder ein Niederdruckluftvorhang zwischen den Teilen kann helfen, sie zu trennen. Siehe unseren Gummiteile-Zuführungsleitfaden für mehr über den Umgang mit weichen, flexiblen Teilen.
Schneller Produktwechsel: Von dediziert zu flexibel
Einer der größten Schmerzpunkte in der Kunststoffteilefertigung ist der häufige Produktwechsel. Ein dedizierter Förderer für ein einzelnes Teil funktioniert wunderbar, aber wenn die Linie auf ein anderes Teil wechseln muss, kann der Hardware-Wechsel 30-60 Minuten dauern.
Schnellwechsel-Werkzeugung löst dieses Problem. Mit einem modularen Insert-System kann dieselbe Wendelbasis verschiedene Track- und Selektor-Sets für verschiedene Teile akzeptieren. Die Wechselzeit sinkt auf 5-15 Minuten. Weitere Einzelheiten in unserem Schnellwechsel-Werkzeugungsleitfaden.
Für Teilefamilien mit sehr unterschiedlichen Formen ist ein flexibler Förderer mit visueller Erkennung die bessere Wahl. Hubens flexible Systeme unterstützen Kunststoffteile von 3 bis 100 mm mit rezeptbasiertem Wechsel in unter 10 Minuten. Die Geschwindigkeit ist niedriger als bei einem dedizierten Wendel (typisch 20-80 ppm gegenüber 60-200 ppm), aber die Flexibilität ist überlegen.
Entscheidungskriterien sind dieselben wie bei jedem Wendel- vs. Tablettvergleich: Variantenzahl, Wechselhäufigkeit und Toleranz für Rüstzeit gegenüber dem Bedarf an maximalem Durchsatz.
Integration mit der Spritzgussmaschine: Vom Werkzeug zur Montage
Der Kunststoff-Förderer dient oft als Brücke zwischen Spritzgussmaschine und Montagestation. Die Systemarchitektur hat drei gemeinsame Modelle:
Modell 1: Direkte Roboterentnahme. Der Roboter entnimmt das Teil aus dem Werkzeug, schneidet den Anschnitt und platziert es direkt in der Montagevorrichtung. Kein Förderer erforderlich. Dieses Modell funktioniert gut für große Teile mit langen Zyklen.
Modell 2: Zwischenwendel. Der Roboter entnimmt das Teil, schneidet den Anschnitt, lässt das Teil in einen Vibrationswendel fallen. Der Wendel orientiert und fördert zur Montagestation. Geeignet für kleine bis mittlere Teile, die präzise Orientierung benötigen.
Modell 3: Schwerkraft-Fall durch Führungsrohr. Das Teil fällt vom Werkzeug durch ein Schwerkraft-Gleitrohr in den Wendel. Funktioniert für einfache Teile, handhabt aber keine Runner oder klebrigen Teile.
Die Modellwahl hängt von der Teilgröße, Orientierungsanforderungen, dem Spritzgussmaschinenzyklus und dem physischen Abstand zwischen den Stationen ab. Linien, die sowohl Kunststoffteile als auch kleine Metallbeschläge verarbeiten, verwenden oft Mehrkanal-Förderer, wobei jeder Kanal für einen Materialtyp optimiert ist.
Designregeln für Spritzgussteile-Zuführsysteme
- Bewerten Sie zuerst die elektrostatische Empfindlichkeit. Testen Sie mit trockenen Teilen bei niedriger Luftfeuchtigkeit, nicht nur unter Laborbedingungen.
- Wählen Sie Wendelmaterial basierend auf Oberflächenanforderungen. Kosmetische Teile benötigen Nylon oder weiche Beschichtungen. Funktionale Teile können Edelstahl verwenden.
- Planen Sie die Runner-Trennung in der Systemdesignphase. Warten Sie nicht bis zur Testausführung, um den Runner anzugehen.
- Designen Sie für Produktwechsel von Anfang an. Selbst wenn Sie derzeit nur ein Teil ausführen, planen Sie für Erweiterung.
- Reduzieren Sie die Vibrationsamplitude in langsamen Track-Segmenten. Langsam bewegende Kunststoffteile neigen dazu, sich anzusammeln und zu reiben.
- Validieren Sie mit tatsächlichen Produktionsteilen. Teile aus dem Testwerkzeug können sich in Krümmung, Grat und Statik von Serienteilen unterscheiden.
Kunststoffmaterialien und Zuführparameter-Referenz
| Kunststofftyp | Typische Anwendung | Statische Empfindlichkeit | Oberflächenempfindlichkeit | Steifigkeit | Zuführgeschwindigkeit (ppm) |
|---|---|---|---|---|---|
| ABS | Elektronikgehäuse, Zubehör | Hoch | Mittel | Steif | 40 - 150 |
| PP (Polypropylen) | Verpackung, Deckel | Hoch | Niedrig | Semiflexibel | 30 - 120 |
| PA6/PA66 (Nylon) | Autoteile, Steckverbinder | Mittel | Niedrig | Steif | 50 - 180 |
| PC (Polycarbonat) | Linsen, transparente Gehäuse | Mittel | Hoch | Steif spröde | 30 - 100 |
| POM (Acetal) | Zahnräder, Lager | Niedrig | Mittel | Steif | 60 - 200 |
| TPU (Polyurethan) | Dichtungen, Schläuche | Mittel | Mittel | Semiflexibel | 20 - 80 |
Käufer-Checkliste vor Angebotsanfrage
- Senden Sie tatsächliche Produktionsteile aus dem Produktionswerkzeug. Testwerkzeug-Teile repräsentieren möglicherweise nicht die Produktionsvariation.
- Spezifizieren Sie den Kunststofftyp und alle Additive. Antistatische Additive, Schmiermittel und Füllstoffe beeinflussen das Zuführverhalten.
- Schließen Sie Runner und Anguss ein. Zeigen Sie dem Lieferanten den Teilzustand vor der Trennung.
- Geben Sie kosmetische Oberflächenanforderungen an. Klasse-A-Teile (sichtbar) benötigen andere Oberflächenbehandlung als Klasse-B-Teile (funktional).
- Beschreiben Sie den gewünschten Produktwechselprozess. Wechselhäufigkeit und akzeptable Zeit bestimmen den Förderertyp.
- Spezifizieren Sie den Spritzgussmaschinenzyklus und Abstand zur Montagestation. Dies bestimmt die Pufferkapazität und Transportmethode.
Huben Automation entwirft Spritzgussteile-Zuführsysteme basierend auf elektrostatischer Kontrolle, Oberflächenschutz und nahtloser Integration mit Spritzguss-Montagelinien. Wenn Ihr Team eine Kunststoff-Zuführungsanwendung evaluiert, senden Sie uns Musterteile und Linienanforderungen für eine Machbarkeitsprüfung.
Häufig gestellte Fragen
Wie kontrolliere ich elektrostatische Aufladung bei der Kunststoffteile-Zuführung?
Elektrostatische Kontrolle erfordert einen dreischichtigen Ansatz. Verwenden Sie leitfähige oder ableitfähige Wendelmaterialien (kohlenstoffgefülltes Nylon, verzinkter Stahl), um einen Erdungspfad zu bieten. Installieren Sie Ionisationsstäbe oder ionisierte Luftdüsen in der Nähe des Tracks, um die Ladung auf der Teiloberfläche zu neutralisieren. Erden Sie alle metallischen Komponenten und überprüfen Sie regelmäßig die Erdungskontinuität. Für ESD-empfindliche Teile siehe unseren ESD-Kontroll-Leitfaden.
Welches Wendelmaterial ist am besten für Kunststoffteile mit hohen Oberflächenanforderungen?
Für hochwertige kosmetische Teile ist ein natürlicher Nylon-Wendel oder ein Edelstahl-Wendel mit PTFE-Beschichtung die beste Wahl. Nylon reduziert die Aufprallkraft und hinterlässt keine Marken auf der Kunststoffoberfläche. PTFE bietet einen niedrigen Reibungskoeffizienten und Haftfestigkeit. Vermeiden Sie unbeschichtete Stahlwendel für sichtbare Teile.
Sollte ich den Runner vor der Zuführung trennen?
Ja, in den meisten Fällen. Die Runner-Trennung vor dem Förderer reduziert Staus, falsche Orientierung und Fehlerraten erheblich. Verwenden Sie einen Entnahmeroboter mit Anschnitt-Schneidemaschine oder eine dedizierte Anschnitt-Schneidemaschine zwischen Spritzgussmaschine und Förderer. Der Runner wird zur Wiederverwertung zum Granulator geleitet.
Wie führe ich dünnwandige Teile unter 1 mm zu?
Reduzieren Sie die Vibrationsamplitude, verwenden Sie Tracks mit weicher Beschichtung und erwägen Sie einen flexiblen Förderer mit Vakuum-Pick-and-Place für extrem dünne Teile. Dünnwandige Teile neigen dazu, sich zu biegen und aneinander zu haften, was herkömmliche Vibrationstracks weniger effektiv macht. Eine weiche Bürste oder ein Niederdruckluftstrom am Wendeleingang kann helfen, die Teile zu trennen.
Kann ich auf einem Kunststoff-Förderer schnell das Produkt wechseln?
Ja. Schnellwechsel-Werkzeugungssysteme ermöglichen es derselben Wendelbasis, verschiedene Inserts für verschiedene Teile zu akzeptieren, wodurch die Wechselzeit von 30-60 Minuten auf 5-15 Minuten reduziert wird. Für sehr unterschiedliche Varianten ermöglicht ein flexibler Förderer mit visueller Erkennung rezeptbasierte Wechsel in unter 10 Minuten.
Wann sollte ich einen flexiblen Förderer statt eines dedizierten Wendels verwenden?
Ein flexibler Förderer ist angebracht, wenn Sie mehrere Teilvarianten auf derselben Linie verarbeiten, häufige Produktwechsel (mehrmals pro Schicht) durchführen oder die Teile zu empfindlich für Vibrationskontakt sind. Ein dedizierter Wendel eignet sich für hohe Volumen, stabile Teile, bei denen maximale Geschwindigkeit die höchste Priorität hat.
Bereit, Ihre Produktion zu automatisieren?
Erhalten Sie eine kostenlose Beratung und ein detailliertes Angebot innerhalb von 12 Stunden von unserem Ingenieurteam.


