O-Ring- und Dichtungszuführsysteme: Umgang mit deformierten und klebrigen Teilen 2026
Warum O-Ringe und Dichtungen in der automatisierten Zuführung einzigartig herausfordernd sind
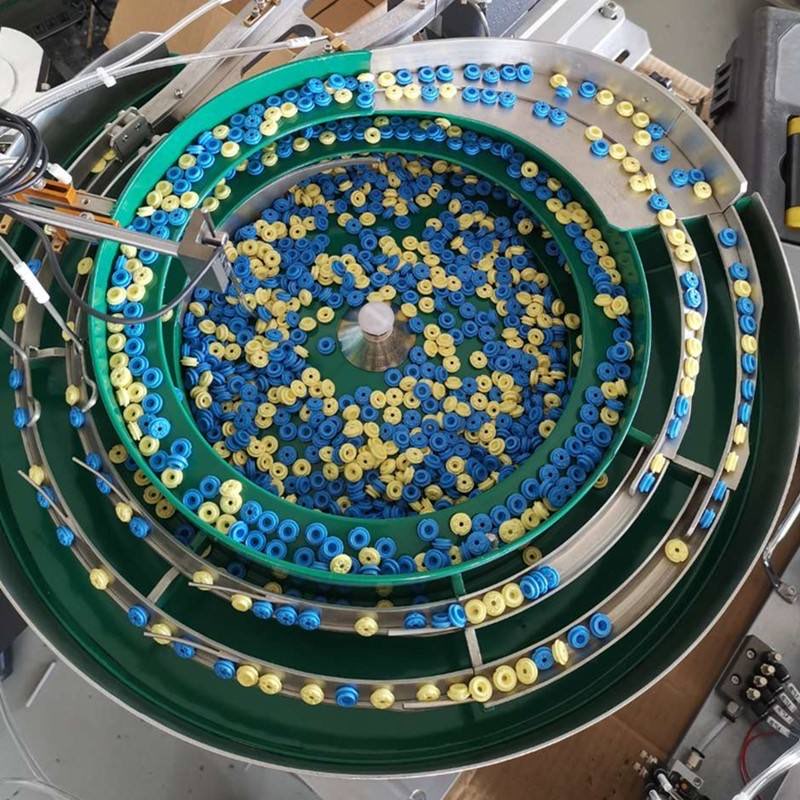
O-Ring- und Dichtungszuführprojekte erscheinen in der Angebotsphase oft unkompliziert. Das Teil ist klein, rund und symmetrisch. Auf dem Papier sollte es einfach zuzuführen sein. In der Realität verhalten sich Elastomer- und Gummiteile jedoch völlig anders als metallische Verbindungselemente. Sie verformen sich unter Belastung, haften durch statische Aufladung und Oberflächentack aneinander, rollen unvorhersehbar auf harten Oberflächen und ändern ihr Verhalten je nach Ölgehalt, Puderbeschichtung und Luftfeuchtigkeit. Ein O-Ring-Zuführsystem, das bei einer Lieferantenvorführung perfekt funktioniert, kann bereits nach einer einzigen Schicht auf dem Produktionsboden unzuverlässig werden.
Das Kernproblem ist, dass Elastomerteile weich, flexibel und klebrig sind. Eine Metallschraube behält ihre Form unabhängig von der Vibrationsstärke. Ein O-Ring wird flach, dehnt sich und klebt. Eine Gummidichtung kann sich auf sich selbst falten, Luft einschließen oder an einem Nachbarteil haften bleiben. Diese Verhaltensweisen machen die Bulk-Handhabung, Orientierung und Ausgabe grundlegend anders als bei starren Teilen. Ingenieure, die ein O-Ring-Zuführsystem genauso angehen wie einen Schraubenförderer, entdecken den Fehler meist erst, wenn das Werkzeug bereits gebaut ist.
Dieser Leitfaden behandelt die spezifischen Herausforderungen beim Umgang mit O-Ringen, Dichtungen und weichen Dichtelementen in Vibrationswendelförderern und flexiblen Zuführsystemen. Wir behandeln Verformungsprävention, statische Kontrolle, Materialklebrigkeit, Reinraumkompatibilität und Orientierungsstrategien für Medizinprodukte- und Automotive-Montagelinien. Wenn Ihre Linie bereits Gummikomponenten verarbeitet, bietet unser Leitfaden für Gummiteile-Zuführung zusätzlichen Kontext zum materialspezifischen Verhalten. Für Reinraumumgebungen behandelt der Reinraum-Leitfaden ergänzende Anforderungen.
O-Ring-Verformung: Ursachen, Folgen und Gegenmaßnahmen
Verformung ist die häufigste Ursache für unzuverlässige O-Ring-Zuführung. Wenn O-Ringe lose in einen Vibrationswendel eingefüllt werden, komprimiert das Gewicht der oberen Schichten die unteren Schichten. Schon ein paar hundert Ringe können genug Druck erzeugen, um den Querschnitt der Ringe an der Unterseite vorübergehend zu verändern. Ein abgeflachter Ring sitzt nicht auf die gleiche Weise in einer Spurmulde wie ein runder Ring. Er rollt anders, präsentiert sich inkonsistent vor dem Austrag und kann bei der nachgelagerten Inspektion durchfallen, obwohl er sich bei ungestörter Lagerung wieder erholen würde.
Der Schweregrad der Verformung hängt von drei Faktoren ab: der Härte des Elastomers, der Füllhöhe und der Verweilzeit am unteren Ende des Stapels. Weichere Materialien wie Silikon (40-50 Shore A) verformen sich leichter als härtere Materialien wie Fluorkohlenstoff (70-80 Shore A). Höhere Füllstände erzeugen mehr Kompression. Längere Verweilzeiten lassen die Verformung deutlicher werden. Ein Ring, der zehn Minuten lang komprimiert liegt, erholt sich langsamer als einer, der in dreißig Sekunden durch den Wendel läuft.
Die wirksamste Gegenmaßnahme ist die Begrenzung der Füllhöhe. Viele O-Ring-Zuführsysteme arbeiten zuverlässig, wenn der Wendel zu 30 bis 50 Prozent gefüllt ist, anstatt vollgestopft zu werden. Dies erfordert einen Trichter und ein Füllstandsregelungssystem, das den Wendel nachfüllt, bevor er leer wird, aber nicht überfüllt. Ein photoelektrischer oder Ultraschallsensor auf dem Zielfüllstand löst den Trichter aus, um eine kontrollierte Charge von Ringen hinzuzufügen. Dies hält den Bulk-Druck niedrig und die Verformung minimal.
Für sehr weiche O-Ringe, die sich bereits bei moderaten Füllständen verformen, kann ein flexibles Zuführsystem notwendig sein. Flexible Förderer präsentieren Teile einzeln aus einem Tray oder einer Tasche, was Bulk-Kompression vollständig eliminiert. Der Trade-off ist ein geringerer Durchsatz und höhere Anlagenkosten. Für Hochvolumen-Linien bietet oft ein individueller Nylon-Wendel mit flachen Muldenspuren die richtige Balance zwischen Geschwindigkeit und schonender Handhabung.
| Elastomertyp | Typische Härte | Verformungsempfindlichkeit | Empfohlener Wendeltyp | Max. Füllstand |
|---|---|---|---|---|
| NBR (Nitril) | 50-70 Shore A | Mittel | Nylon oder PTFE-beschichteter Stahl | 40-50% |
| Silikon | 40-60 Shore A | Hoch | Nylon-Wendel mit flachen Mulden | 30-40% |
| EPDM | 50-75 Shore A | Mittel | Nylon oder weichbeschichteter Stahl | 40-50% |
| FKM (Fluorkohlenstoff) | 65-85 Shore A | Niedrig | PTFE-beschichteter Stahl | 50-60% |
| Neopren | 50-70 Shore A | Mittel | Nylon-Wendel | 40-50% |
Statische Elektrizität und ihre Auswirkungen auf die O-Ring-Zuführung
Statische Aufladung ist ein stilles Problem in O-Ring-Zuführsystemen. Trockene, leichte O-Ringe, insbesondere Silikon und FKM, erzeugen erhebliche statische Elektrizität, wenn sie an der Wendeloberfläche reiben. Einmal aufgeladen, ziehen sich die Ringe gegenseitig an und haften an den Wendelwänden. Ein aufgeladener O-Ring kann die Seite des Wendels statt der Spur erklimmen, das Werkzeug ganz umgehen oder paarweise reisen, was zu Doppelauswürfen am Austrag führt.
Statische Probleme verschärfen sich in Umgebungen mit niedriger Luftfeuchtigkeit. Viele Fertigungsanlagen arbeiten im Winter bei 30 bis 40 Prozent relativer Luftfeuchtigkeit, was genau der Bereich ist, in dem sich statische Ladung am aggressivsten aufbaut. Das Problem kann plötzlich auftreten, wenn sich die Jahreszeit ändert, obwohl sich an der Förderer-Hardware überhaupt nichts geändert hat. Deshalb sollte die statische Kontrolle Teil der ursprünglichen O-Ring-Zuführsystemkonstruktion sein, kein nachträglicher Einbau, wenn die Linie anfängt fehlerhaft zuzuführen.
Der zuverlässigste Ansatz ist eine Kombination aus leitfähigen Wendelmaterialien und ionisierender Luft. Eine leitfähige Wendeloberfläche, wie ein kohlenstoffgefülltes Nylon oder ein Metallwendel mit ableitfähiger Beschichtung, verhindert Ladungsaufbau, indem sie einen Pfad zur Erdung bietet. Ionisierende Luftdüsen in der Nähe des Spureintritts neutralisieren die Ladung an den Teilen, sobald sie sich in Bewegung setzen. Der Ionisator sollte auf die Spurbreite ausgelegt sein und dort positioniert werden, wo die Teile noch im Bulk liegen, bevor sie sich in Einzelspur trennen.
Erdung ist entscheidend, wird aber oft vernachlässigt. Der Wendel, die Spur und die Tragstruktur sollten alle an einem gemeinsamen Erdungspunkt angeschlossen sein. Eine schwimmende Erdung oder ein gebrochenes Erdungskabel kann dazu führen, dass statische Probleme intermittierend auftreten, was schwerer zu diagnostizieren ist als das vollständige Fehlen einer Erdung. Überprüfen Sie bei Wartungsprüfungen die Erdungskontinuität mit einem Multimeter als Teil der Routine. Mehr zu Antistatik-Strategien finden Sie in unserem ESD-Kontroll-Leitfaden.
Materialklebrigkeit und Oberflächentack-Management
Viele O-Ringe und Dichtungen sind mit einem dünnen Film aus Öl, Puder oder Trennmittel aus dem Herstellungsprozess beschichtet. Diese Beschichtung erzeugt Oberflächentack, der dazu führt, dass Ringe aneinander haften. Ein O-Ring, der an einem anderen Ring klebt, trennt sich nicht auf einer Spur, es sei denn, es gibt einen speziell dafür vorgesehenen Mechanismus. Vibration allein reicht meist nicht aus, insbesondere wenn die Vibrationsamplitude niedrig gehalten wird, um Verformung zu verhindern.
Die Art der Beschichtung ist wichtig. Silikonöl erzeugt weniger Tack als Mineralöl. Talkumpuder reduziert Tack wirksamer als Öl, bringt aber Kontaminationsbedenken in Reinraumumgebungen mit sich. Einige O-Ring-Lieferanten verwenden überhaupt keine Beschichtung und liefern trockene Ringe, die tatsächlich einfacher zu trennen sind, weil kein Klebefilm zwischen ihnen liegt. Bei der Auswahl eines O-Ring-Lieferanten für eine automatisierte Linie sollte die Beschichtungsstrategie Teil der Bewertungskriterien sein.
Für Ringe mit klebriger Beschichtung stehen mehrere Gegenmaßnahmen zur Verfügung. Ein sanfter Bürstenmechanismus am Wendeleintritt kann mechanisch klebende Paare trennen. Ein Niederdruck-Luftvorhang kann zwischen die Ringe blasen, während sie die Spur erklimmen, und schwache Klebebindungen lösen. Für die hartnäckigsten Fälle kann ein rotierendes Bürstenrad mit weichen Borsten Cluster von Ringen auseinanderstoßen, bevor sie in den Präzisionswerkzeugbereich gelangen. Die Bürste muss weich genug sein, um die Ringoberfläche nicht zu beschädigen, was die meisten Metall- oder steifen Nylonbürsten ausschließt.
Die Temperatur beeinflusst ebenfalls die Klebrigkeit. Viele Elastomerbeschichtungen werden bei leicht erhöhten Temperaturen weniger klebrig. Eine kleine Heizung im Wendelfuß kann die Oberflächentemperatur um 5 bis 10 Grad Celsius erhöhen, was oft ausreicht, um den Tack zu reduzieren, ohne die O-Ring-Materialeigenschaften zu beeinträchtigen. Dieser Ansatz wird häufig in Automotive-Dichtungszuführungslinien eingesetzt, in denen NBR-Ringe mit einem leichten Ölfilm ankommen.
Reinraumüberlegungen für die O-Ring-Zuführung in Medizin- und Halbleiteranwendungen
Medizinprodukte- und Halbleitermontagelinien erfordern oft Reinraumumgebungen der ISO-Klasse 7 oder Klasse 8. Ein O-Ring-Zuführsystem in einem Reinraum muss Partikelemmissionsgrenzwerte erfüllen, die Standard-Industrieförderer nicht berücksichtigen. Jedes Vibrationsereignis, jeder Teil-zu-Teil-Kontakt und jede Spuroberfläche erzeugt ein gewisses Maß an Partikeln. In einem Reinraum zählt diese Partikelanzahl.
Die erste Anforderung ist ein geschlossenes Gehäuse. Der Wendel und die Spur sollten in einem transparenten Gehäuse mit abgedichteten Nähten eingeschlossen sein. Das Gehäuse verhindert, dass Partikel in den Reinraum austreten, und schützt die Teile vor externer Kontamination. Ein leichter Überdruck gefilterter Luft im Inneren des Gehäuses hilft, Partikel daran zu hindern, durch kleine Spalte auszutreten. Das Gehäusematerial sollte leicht zu reinigen und beständig gegen gängige Reinraum-Desinfektionsmittel sein.
Die zweite Anforderung sind partikelarme Wendeloberflächen. Nylon-Wendel erzeugen mehr Partikel als beschichtete Metallwendel. Für Reinraumanwendungen ist ein Edelstahlwendel mit PTFE- oder PFA-Beschichtung bevorzugt, da er minimale Partikel erzeugt und ohne Oberflächenabbau gereinigt werden kann. Die Beschichtung muss lebensmittel- oder medizintauglich sein und sollte keine Füllstoffe enthalten, die während der Vibration abplatzen könnten.
Die dritte Anforderung ist die Partikelüberwachung. Ein Reinraum-Zuführsystem sollte einen Partikelzähler oder zumindest ein geplantes Abwischtestprogramm enthalten, um sicherzustellen, dass der Förderer die Reinraum-Partikelgrenzwerte nicht überschreitet. Die Überwachungshäufigkeit hängt von der Reinraumklasse und den regulatorischen Anforderungen der Anwendung ab. Für Medizinproduktelinien unter FDA-Aufsicht sind diese Daten Teil des Anlagenvalidierungspakets.
Wenn Ihre Anwendung Medizinprodukte-Montage umfasst, müssen Sie möglicherweise auch IQ/OQ/PQ-Validierung planen. Unser IQ/OQ/PQ-Leitfaden erklärt, wie man das Validierungsprotokoll für Zuführausrüstung in regulierten Umgebungen strukturiert. Für dichtungsspezifische Herausforderungen behandelt der Dichtungs-Zuführleitfaden verwandte Themen.
Orientierungsherausforderungen für O-Ringe und Dichtungen
O-Ringe sind nominell symmetrisch, was bedeutet, dass die Orientierung keine Rolle spielen sollte. In der Praxis erfordern viele O-Ring-Anwendungen einen bestimmten Präsentationswinkel, weil die nachgelagerte Montagestation den Ring von einer festen Position aufnimmt. Ein Ring, der verdreht oder gefaltet ankommt, passt nicht wie erwartet in die Nut oder über den Dorn. Das Orientierungsproblem betrifft nicht die Richtung, sondern die Formkonsistenz am Aufnahmepunkt.
Das häufigste Orientierungswerkzeug für O-Ringe ist ein Kalibrierdorn oder eine Grenzlehre am Austrag. Der Ring läuft über einen Dorn, der etwas kleiner ist als der Ring-Innendurchmesser. Wenn der Ring rund und unverformt ist, gleitet er über den Dorn und fährt fort. Wenn der Ring gefaltet oder abgeflacht ist, verfängt er sich am Dorn und wird zurück in den Wendel ausgeschleust. Dies ist eine einfache und wirksame Methode, die für die meisten O-Ring-Größen über 5 mm Innendurchmesser funktioniert.
Für sehr kleine O-Ringe (unter 5 mm Innendurchmesser) wird der Dorn-Ansatz unpraktisch, weil der Dorn zu fragil ist. Stattdessen hält eine Muldenspur mit geformter Vertiefung den Ring in einer konsistenten Orientierung, während er zum Austrag läuft. Die Muldenbreite und -tiefe sind so bemessen, dass ein Ring in flacher, runder Position aufgenommen wird. Jeder Ring, der gefaltet oder doppelt ist, passt nicht in die Mulde und wird durch eine einfache Überhöhungs-Schiene ausgeschleust.
Für nicht-runde Dichtungen wie rechteckige Dichtungen oder individuelle Profildichtungen wird die Orientierung komplexer. Diese Teile benötigen oft eine mehrstufige Orientierungswerkzeug-Sequenz. Die erste Stufe richtet das Teil auf seiner längsten Achse aus. Die zweite Stufe prüft auf Verdrehung oder Faltung. Die dritte Stufe überprüft die Profilorientierung. Jede Stufe entfernt einen Teil der falsch orientierten Teile, und das kumulative Ergebnis ist ein zuverlässiger Austrag. Für nicht-runde Dichtungen ist ein flexibler Förderer mit Sichtprüfung oft kostengünstiger als ein individueller Wendelförderer, da das Sichtsystem mehrere Orientierungsparameter ohne individuelles mechanisches Werkzeug prüfen kann.
Auswahl zwischen Wendelförderer, flexiblem Förderer und individuellen Lösungen
Die Wahl des Zuführsystems für O-Ringe und Dichtungen hängt von Volumen, Teilervielfalt und regulatorischen Anforderungen ab. Ein Standard-Vibrationswendelförderer ist die richtige Wahl, wenn Sie eine einzelne O-Ring-Größe in hohem Volumen (über 1 Million Teile pro Monat) bei konsistentem Material fertigen. Wendelförderer bieten den höchsten Durchsatz bei den niedrigsten Stückkosten, sind aber unflexibel, wenn sich das Teil ändert.
Ein flexibles Zuführsystem wird attraktiv, wenn Sie mehrere O-Ring-Größen oder Materialien auf derselben Linie fertigen. Flexible Förderer verwenden eine Kamera und einen programmierbaren Pick-Pfad statt festem mechanischen Werkzeug. Der Wechsel zu einer anderen O-Ring-Größe erfordert nur eine Rezepturänderung, keinen Hardware-Wechsel. Der Durchsatz ist niedriger, typischerweise 30 bis 80 ppm je nach Ringgröße und Kamerageschwindigkeit. Für High-Mix-, Medium-Volumen-Linien überwiegt der Flexibilitätsvorteil meist den Geschwindigkeitsnachteil.
Individuelle Lösungen wie ein Rundschalttisch mit Bulk-Trichter und Sichtsortierung können für sehr große Dichtungen (über 200 mm Durchmesser) oder für Anwendungen notwendig sein, die eine 100-prozentige Inspektion jedes Teils vor der Zuführung erfordern. Diese Systeme sind teurer und komplexer, erfüllen aber Anforderungen, die Standardförderer nicht erfüllen können. Die Entscheidung sollte auf einer gründlichen Prüfung der Teilefamilie, der Durchsatzanforderung und der akzeptablen Fehlerquote basieren.
Häufig gestellte Fragen zur O-Ring- und Dichtungszuführung
Was ist der kleinste O-Ring, der zuverlässig in einem Vibrationswendelförderer zugeführt werden kann?
O-Ringe mit einem Innendurchmesser von 2 mm und einem Querschnitt von 1 mm können in einem individuell konstruierten Wendelförderer mit flachen Muldenspuren zugeführt werden. Die Zuführrate ist jedoch auf 30-50 ppm begrenzt, da eine sehr sanfte Bewegung erforderlich ist, um Verformung und Verhedderung zu verhindern. Unterhalb von 2 mm Innendurchmesser ist ein flexibler Förderer oder eine manuelle Zuführstation meist zuverlässiger. Die genaue untere Grenze hängt von der Materialhärte, der Oberflächenbeschichtung und der erforderlichen Präzisionsgenauigkeit ab.
Wie verhindere ich, dass O-Ringe im Wendel aneinander kleben?
Die wirksamste Methode ist die Kontrolle der Füllhöhe, so dass Ringe an der Unterseite nicht komprimiert werden. Halten Sie den Wendelfüllstand bei 30-50 Prozent, verwenden Sie einen Trichter mit Füllstandsregelung, um diesen Bereich zu halten, und erwägen Sie einen sanften Bürsten- oder Lufttrennmechanismus am Spureintritt. Wenn die Ringe mit einer klebrigen Ölbeschichtung ankommen, besprechen Sie mit Ihrem O-Ring-Lieferanten, ob eine andere Beschichtung oder eine unbeschichtete Option verfügbar ist. Einige Lieferanten können Ringe mit einer leichten Talkum-Bestäubung liefern, was das Kleben erheblich reduziert.
Kann ein O-Ring-Zuführsystem für den Reinraum qualifiziert werden?
Ja. Ein O-Ring-Zuführsystem für den Reinraum benötigt ein geschlossenes Gehäuse mit gefilterter Überdruckluft, eine partikelarme Wendeloberfläche (PTFE-beschichteter Edelstahl ist bevorzugt) und ein Partikelüberwachungsprogramm. Das System sollte auf Partikelerzeugung bei der Betriebsvibrationsstufe getestet und die Ergebnisse als Teil der Reinraum-Qualifizierung dokumentiert werden. Für Medizinprodukte-Anwendungen umfasst die Validierung typischerweise IQ/OQ/PQ-Protokolle. Weitere Details finden Sie in unserem Validierungsleitfaden.
Warum funktioniert mein O-Ring-Förderer im Sommer, aber versagt im Winter?
Dies ist fast immer ein statisches Elektrizitätsproblem. Winterluft ist trockener, was es statischer Ladung ermöglicht, sich auf den O-Ringen und der Wendeloberfläche aufzubauen. Geladene Ringe haften aneinander und an den Wendelwänden, was zu Doppelauswürfen, Spurumgehung und inkonsistentem Austrag führt. Installieren Sie eine ionisierende Luftdüse in der Nähe des Spureintritts und überprüfen Sie, ob der Wendel richtig geerdet ist. Das Problem sollte sich innerhalb von Minuten nach dem Starten des Ionisators lösen. Wenn nicht, überprüfen Sie die Erdungsverbindung und die Ionisatorleistung mit einem statischen Feldmessgerät.
Welches Wendeloberflächenmaterial ist am besten für die O-Ring-Zuführung?
Für die meisten Anwendungen bietet ein Nylon-Wendel oder ein PTFE-beschichteter Stahlwendel die beste Balance zwischen schonender Handhabung und Langlebigkeit. Nylon ist weicher und erzeugt weniger Abpraller, was zur Orientierungsstabilität beiträgt. PTFE-beschichteter Stahl ist langlebiger und erzeugt weniger Partikel, was ihn besser für Reinraum- oder Hochvolumen-Anwendungen macht. Unbeschichtete Stahlwendel sind für O-Ringe generell nicht empfohlen, da die harte Oberfläche Abpraller, Verformung und Oberflächenmarkierungen auf weichen Elastomeren verursacht. Die endgültige Wahl sollte mit Ihren tatsächlichen Produktionsteilen unter Produktionsvibrationseinstellungen validiert werden.
Wie spezifiziere ich ein O-Ring-Zuführsystem für eine Medizinprodukte-Montagelinie?
Geben Sie den O-Ring-Materialtyp, die Härte, den Innendurchmesser, den Querschnittsdurchmesser, Oberflächenbeschichtungsinformationen, die erforderliche Zuführrate, die akzeptable Fehlerquote, die Reinraumklasse und die nachgelagerte Montagemethode an. Fügen Sie tatsächliche Produktionsmuster aus mindestens zwei verschiedenen Chargen bei, da Materialschwankungen zwischen Chargen bei Elastomeren erheblich sein können. Wenn die Linie unter FDA- oder ISO-13485-Aufsicht steht, spezifizieren Sie die Validierungsanforderungen (IQ/OQ/PQ) von Anfang an, damit die Fördererkonstruktion die Dokumentations- und Testanforderungen von Beginn an berücksichtigen kann. Für eine vollständige Liste der Anforderungen ist unser RFQ-Checkliste ein nützlicher Ausgangspunkt.
Bereit, Ihre Produktion zu automatisieren?
Erhalten Sie eine kostenlose Beratung und ein detailliertes Angebot innerhalb von 12 Stunden von unserem Ingenieurteam.


